پمپ وکیوم اتوکلاو MVP-1000 از نوع رینگ مایع تک مرحله ای یک پروانه با بدنه چدنی پمپ وکیوم MPV-1000 از نوع رینگ مایع (پمپ آب در گردش) تک مرحله ای می باشد که عمل مکش را بصورت یک مرحله ای توسط سوپاپ و یک پروانه انجام می دهد.(Side plate) پمپ وکیوم MVP-1000 از نوع رینگ مایع تک مرحله ای یک پروانه با بدنه چدنی اتوکلاو پمپ وکیوم MPV-1000 از نوع رینگ مایع (پمپ آب در گردش) اتوکلاو تک مرحله ای می باشد که عمل مکش را بصورت یک مرحله ای توسط سوپاپ و یک پروانه انجام می دهد.(Side plate) ⦁ حداکثر ظرفیت مکش : 1000m3/h – 588.5CFM. ⦁ نوع پمپ : تک مرحله ای سوپاپدار. ⦁ حداکثر فشار مکش مطلق : 30mmhg. ⦁ حداکثر فشار نسبی (مانومتر) : 800- میلی بار. ⦁ سرعت الکتروموتور : 980R.P.M. ⦁ قدرت الکتروموتور : 30KW – 40HP. ⦁ قطر لوله ورودی آب : 1 اینچ. ⦁ قطر دهانه ورودی و خروجی هوا : 6 اینچ. ⦁ جنس بدنه : چدن خاکستری (GG25). ⦁ جنس پروانه : چدن خاکستری (GG25). ⦁ جنس شافت : فولاد CK45. ⦁ وزن پمپ : 500Kg. ⦁ وزن الکتروپمپ : 820Kg. ⦁ نوع کوپلینگ : روی شاسی. ⦁ سیستم آب بندی : مکانیکال سیل / پکینگ.
انواع پمپ وکیوم در ستگاه های اتوکلاو شرکت دانش بنیان سلامت صنعت بوعلی
پمپ وکیوم MVP-1000 از نوع رینگ مایع تک مرحله ای یک پروانه با بدنه چدنی پمپ وکیوم MPV-1000 از نوع رینگ مایع (پمپ آب در گردش) تک مرحله ای می باشد که عمل مکش را بصورت یک مرحله ای توسط سوپاپ و یک پروانه انجام می دهد.(Side plate) پمپ وکیوم MVP-1000 از نوع رینگ مایع تک مرحله ای یک پروانه با بدنه چدنی پمپ وکیوم MPV-1000 از نوع رینگ مایع (پمپ آب در گردش) تک مرحله ای می باشد که عمل مکش را بصورت یک مرحله ای توسط سوپاپ و یک پروانه انجام می دهد.(Side plate) ⦁ حداکثر ظرفیت مکش : 1000m3/h – 588.5CFM. ⦁ نوع پمپ : تک مرحله ای سوپاپدار.
⦁ حداکثر فشار مکش مطلق : 30mmhg. ⦁ حداکثر فشار نسبی (مانومتر) : 800- میلی بار. ⦁ سرعت الکتروموتور در اتوکلاو : 980R.P.M. ⦁ قدرت الکتروموتور : 30KW – 40HP. ⦁ قطر لوله ورودی آب : 1 اینچ. ⦁ قطر دهانه ورودی و خروجی هوا : 6 اینچ. ⦁ جنس بدنه : چدن خاکستری (GG25). ⦁ جنس پروانه : چدن خاکستری (GG25). ⦁ جنس شافت : فولاد CK45. ⦁ وزن پمپ اتوکلاو : 500Kg. ⦁ وزن الکتروپمپ : 820Kg. ⦁ نوع کوپلینگ : روی شاسی. ⦁ سیستم آب بندی : مکانیکال سیل / پکینگ.
قبل از 1971، واحد فشار در سیستم بین المللی یکاها (SI) ، نیوتن بر متر مربع (N/m2) بود ولی پس از آن به پاسکال (Pa) که مساوی با N/m2بود تغییر نام داد. این تغییر نام به افتخار ریاضیدان، فیزیکدان، مخترع، نویسنده و فیلسوف کاتولیک فرانسوی با نام بلیز پاسکال که در قرن هفده میلادی می زیست انجام شد ولی هنوز در بسیاری کشورها بالخصوص بطور گسترده در آمریکا و کانادا از واحد پوند بر اینچ مربع (psi) برای بیان فشار استفاده می کنند.
در مانومترها فشار براساس توانایی اش در جابجایی ستون مایع موجود در آن بیان می شود، بطور مثال برحسب میلی متر آب یا میلی متر جیوه. چون جیوه چگالی بیشتری نسبت به آب دارد، معمولا مانومترهای ساخته شده بر اساس ستون جیوه در یک فشار معین، کوتاهتر و کوچکتر هستند. ولی بایستی توجه داشت که چگالی سیال موجود در مانومتر و شتاب جاذبه (g) از یک محل به محل دیگر تفاوت می کند و در نتیجه بر روی مقدار خوانده شده فشار تأثیر می گذارد.
معمولا در کشورهای جهان، فشار خون برحسب میلی متر جیوه (mmHg) ، فشار شش ها برحسب سانتی متر آب (cmWC) و فشار گاز طبیعی موجود در لوله ها برحسب اینچ آب (inWC) بیان می شوند(منظور از WC ستون آب است).
در سیستم های خلأ، معمولأ از واحدهای Torr ،micron و inHg برای بیان مقدار خلأ استفاده می شود. Torr یک یکای غیر SI است و برابر 322/133 پاسکال و تقریبأ 1 میلی متر جیوه است .
1 Torr= 133.322 pa =1 mmHg
منظور از micron نیز میکرومتر جیوه است. معمولأ Torr و micron فشار مطلق و inHg فشار سنجش را بیان می کنند.
فشار اتمسفر معمولأ برحسب کیلو پاسکال (kpa) یا اتمسفر (atm) بیان می شود ولی در اندازه شناسی آمریکایی ترجیح می دهند از واحدهای هکتو پاسکال(hpa) و میلی بار(mbar) استفاده کنند.
1 hpa= 1 mbar=100 pa
در سایر سیستم های غیر از SI برای بیان فشار از واحدهای دیگری که خیلی متداول نیست و یا منسوخ شده است استفاده می شده یا هنوز استفاده می شود. در سیستم cgs (سیستم سانتی متر – گرم- ثانیه) برای بیان فشار از واحد باراد (بانوشتار فرانسوی Barye) و مخفف Ba استفاده می شود و
1 Ba=0.1 Pa
است.
در سیستم mts (متر- تن- ثانیه) برای بیان فشار از واحد Pieze با مخفف Pz استفاده می شود که تا قبل از 1955 میلادی در شوروی (سابق) متداول بود استفاده می شود
1 Pz =1 kpa
است.
در برخی کارردهای به خصوص صنعتی نیز از کیلوگرم بر سانتی متر مربع (kg/cm2) یا کیلوگرم بر متر مربع) (kg/m2یا سایر مشتقات مشابه برای بیان فشار استفاده می شود. منطق این واحد براساس نیروی اعمالی بر یک سطح مقطع که تعریفی از فشار است می باشد (P=F/A) و منظور از کیلوگرم ، کیلوگرم- نیرو (kg-force) است. کاربرد کیلوگرم برای بیان مقدار نیرو در سیستم SI ممنوع است و بایستی از نیوتن (N) برای بیان نیرو استفاده شود.
شرکت سلامت صنعت بوعلی در سال 1385 با هدف ارائه خـدمات در زمینه برق و الکترونیک ، اتوماسیون صنعتی و مشـاوره به شرکتها ، مراکز تحقیقـاتی و آزمایشگاهی و بیمارستانها و نیز با نیت کمک به تولید داخلی و ایجاد اشتغال با لطف و عنایت خداوند تاسیس گردید. این شرکت پس از طراحی و ساخت دستگاه اتوکلاو پری وکیوم پالس ماتیک (کلاس B) موفق به اخذ پروانه استاندارد ملی و اداره کل تجهیزات پزشکی گردید.تولید دستگاه اتوکلاو این شرکت در حال حاضر دستگاه استریلایزر ( اتوکلاو) در ابعاد 75 الی 2000 لیتری جهت مصارف بیمارستانی ، آزمایشگاهی ، دارویی و صنعتی می باشد. این شرکت افتخار دارد با هدف پیشرفت، همگام با عدالت اجتماعی، با حفظ رعایت حسن رابطه با مشتری و با اتکاء به توان مدیریتی و اجرایی نیروهای متعهد و متخصص داخلی از سال 1385 تاکنون منشاء اثرات سازنده و مفید در تولید دستگاه اتوکلاو داخلی بوده است و همکاری با بیش از 150 مرکز بیمارستانی و کینیکی در سطح کشور و در عرصه پهناور ایران عزیز و استانهای مختلف مؤید این ادعاست محصولات ما رو در سایت سلامت صنعت ملاحظه فرمایید
امروز ما در جهانی زندگی می کنیم که واقعا جهانی است. از طریق رسانههای اجتماعی، متنها و وبلاگها، مردم میتوانند در مورد آخرین ویروسی بشنوند که تهدید میکند حتی قبل از اینکه کشور خود را لمس کند در سرتاسر جهان منتشر شود. این منجر به جامعه ای شده است که علاقه زیادی به پاکیزگی دارد و می خواهد بهترین راه برای محافظت از خانواده خود در برابر بیماری را بداند. آنها به همان اندازه محتاط هستند که چگونه دیگران به سلامت آنها در پزشک، فروشگاه خالکوبی یا دامپزشک کمک می کنند. دستگاههای ضدعفونیکننده و اتوکلاوهای استریلکننده بخار زمانی فقط با دانشآموزان و پزشکان علوم دبیرستان مرتبط بودند، اما اکنون توجه عموم را به خود جلب کردهاند. حتی اگر در حرفه خود از ضدعفونی کننده ها استفاده نمی کنید، دانستن دستگاه هایی که پزشکان، آرایشگران و حتی تکنسین های ناخن شما برای جلوگیری از انتقال میکروب ها از یک مشتری به مشتری دیگر استفاده می کنند، می تواند مفید باشد. تفاوت بین استریلایزر و اتوکلاو در حالی که بسیاری می گویند استریل کننده ها و اتوکلاوها مترادف هستند، آنها بیشتر شبیه یک درخت ضدعفونی کننده هستند که تنه ای هستند که اتوکلاوها از آن منشعب می شوند. استریل کننده یک اصطلاح کلی برای هر وسیله ای است که می تواند استریل کند. دستگاه استریل کننده اتوکلاو دستگاه خاصی است که تجهیزات را استریل می کند. این نام ترکیبی از دو کلمه باستانی است: auto- که یونانی به معنای self است و clave- که در لاتین به معنای کلید است. هنگامی که این دو کلمه با هم ترکیب می شوند به معنای "خود قفل شدن" هستند. یکی از مواردی که اتوکلاوهای بخار را از سایر دستگاه های ضدعفونی کننده متمایز می کند این ویژگی قفل خودکار است. از آنجایی که اتوکلاو یک ضدعفونی کننده است، هدف آن مانند ضدعفونی کننده است - کشتن یا از بین بردن تمام اشکال حیات روی سطح یک جسم مانند باکتری ها، قارچ ها، ویروس ها و هاگ ها. در حالی که اتوکلاوها فقط از بخار برای ضدعفونی کردن استفاده می کنند، استریل کننده ها می توانند از مواد شیمیایی، فشار بالا، فیلتراسیون، تحریک یا ترکیبی از این روش ها برای از بین بردن موجودات زنده استفاده کنند. همه دستگاه های ضدعفونی کننده نمی توانند ضدعفونی کننده اتوکلاو باشند زیرا هر دستگاهی نمی تواند در برابر دمای بالای مورد نیاز برای کشتن هر موجود زنده مقاومت کند. اگر کسی بخواهد از نوع دیگری از تجهیزات استفاده کند، مواد ممکن است ذوب شوند و تغییر شکل دهند و غیرقابل استفاده شوند. گام بعدی در شناخت دستگاه های ضدعفونی کننده، درک فرآیندهای مختلف استریلیزاسیون است. درسلامت صنعت بوعلی ما انواع مختلفی از ضدعفونیکنندههای جدید و ضدعفونیکنندههای بازسازیشده مانند اتوکلاو بخار - اتوکلاو بیمارستانی - اتوکلاو پلاسما - اتوکلاو ایرانی - اتوکلاو پری وکیوم را ارائه میکنیم تا هر نیاز شما را برآورده کنیم، همین امروز یکی را سفارش دهید!
Today, we live in a world that is truly global. Through social media, texts and blogs, people can hear about the latest virus that threatens to spread world-wide before it has even touched one's own country. This has resulted in a society that is passionate about cleanliness and wants to know the best way to protect their families from illness. They are just as cautious about how others are helping to keep them healthy at the doctor's, tattoo shop, or the veterinarian. Sterilizers and steam sterilizer autoclaves were once only associated with high school science students and doctors, but they have now caught the public's attention. Even if you do not use sterilizers in your profession, it can be useful to know of the devices your doctors, beauticians and even your nail technicians use to avoid passing on germs from one client to the next. The Difference Between a Sterilizer and an Autoclave While many say that sterilizers and autoclaves are synonymous, they are more like a tree-sterilizers are the trunk that autoclaves branch out from. A sterilizer is a general term for any equipment that can sterilize. An autoclave sterilizer is a specific device that sterilizes equipment. The name is a combination of two ancient words: auto- which is Greek for self, and clave-which is Latin for key. When combined the two words mean "self-locking". One of the things that sets steam autoclaves apart from other sterilizers is this automatic lock feature. Since an autoclave is a sterilizer, its purpose is like sterilizers-to kill or remove all forms of life on an object's surface such as bacteria, fungi, viruses, and spores. While autoclaves solely utilize steam to disinfect, sterilizers can use chemicals, high pressure, filtration, irritation, or a combination of these methods to eliminate living organisms. Not all sterilizers can be autoclaves sterilizers because not every device can withstand the high temperatures needed to kill every organism. If someone was to use a different type of equipment the material could melt and morph making it unusable. The next step in understanding sterilizers is to understand the different sterilization processes. At Duraline BioSystems, we offer various types of new sterilizers and refurbished sterilizers like the Ritter Midmark Ultraclave to service your every need, order one today!
استینلس استیل به واسطه میزان کروم آن از سایر فولادها شناسایی می شوند. این مقدار مینیمم %10.5 است .
از مشخصه های بارز استینلس استیل ها مقاومت حرارتی بالا و مقاومت در برابر خوردگی است. میزان این مقاومت با تغییر مقدار عناصر تشکیل دهنده آلیاژ متغیر است. این آلیاژ داراd پایه آهنی است و %50 آن آهن است.
با افزایش مقدار کروم در آلیاژهای استینلس استیل مقاومت آن در برابر خوردگی افزایش می یابد. باید در نظر داشت سقفی برای میزان کروم در آلیاژ وجود دارد، این سقف به علت محدودیت ظرفیت پذیرش کروم توسط آهن است. به همین دلیل از المانهای دیگری در آلیاژ برای افزایش میزان مقاومت در برابر خوردگی استفاده می شود.
استنلس استیل ها به سه روش ساختwrought ،cast وForge در بازار ارایه می گردند و بالطبعForgeدارای بالاترین گرید است .
خانواده استینلس استیل ها خود به چهار دسته تقسیم بندی می شوند. این تقسیم بندی بر اساس میزان اجزای آلیاژی خاصی است که ریز ساختار استینلس استیل را کنترل می کنند. این چهار دسته عبارتند از:
بزرگترین گروه خانواده استینلس استیل ها هستند. این گروه به سبب خواصی نظیر داکتیلیتی و مقاومت بالا در برابر خوردگی از محبوبترین و پراستفاده ترین استینلس استیل ها هستند. نورد سرد انجام شده روی این گروه مقاومت خوبی به آنها می دهد.آستنیتیک ها همگی از گروه18Cr.8Ni هستند. معروفترین عضو این گروه AISI304 است. حدود %60تولیدات استینلس استیل جهان از این نوع می باشد.
از دیگر قابلیت های این گروه امکان جوشکاری آن به سبب میزان پایین کربن و سولفور موجود در آن هاست. به واقع افزودن عناصر جدید در راستای بهبود کیفیت مدنظر و تأمین خواص مورد نیاز آلیاژ صورت می گیرد. به طور مثال افزودن تیتانیوم به آلیاژ304 آن را به 321از دیگر آلیاژهای گروه آستنیتیک تبدیل می کند. از دیگر آلیاژهای پرکاربرد این گروه316می باشد که با افزودن %2 مولیبدن به 304تهیه شده و مقاومت بهتری در برابر خوردگی کلراید دارد. افزایش میزان کروم آلیاژ310را می دهد که مقاومت بالایی در دماهای بالا دارد. ضعف اصلی این گروه سستی آن ها در برابر ترک های ناشی از خوردگی تنشی کلراید است.
شکل 2: خوردگی تنشی ایجاد شده توسط آب دریا
از خواص شاخص این گروه میتوان به موارد زیر اشاره کرد:
غیرمگنتیک
داکتیل
دارای مقاومت پایین تر نسبت به سایر گروه های استینلس استیل
قابلیت فرم گیری بالا
قابلیت تحمل دمایی تا 475° C
دارای خاصیت ضد خوردگی قوی
دارای قابلیت سختکاری
موارد پرکاربرد استینلس استیل این خانواده عبارتند از:
Type 304, 304L, 304H, 304N, 304LN, 321, 347
Type 316, 316L, 316H, 316N, 316LN, 316Ti
Type 317, 317L, 317LM, 904L
AL6XN, 254 SMO, 25-6Mo, 1925hMo
Type 308, 309, 310
فریتیک ها
تا سال 1980فریتیک ها به دلیل داشتن درصد بالای کربن نسبت به سایر گروه استینلس استیل ها دارای محبوبیت پایین تری بودند. میزان کربن بالاتر میزان شکنندگی آلیاژ را بالا میبرد. بعدها با استفاده از تکنیک کربن زدایی آرگون اکسیژن و اضافه کردن کربن، تیتانیوم و یا نیوبیوم، این گروه پا به عرصه بازار گذاشتند.
معروفترین نوع فریتیکها نوع 409 است که دارای %10.5سریوم (Ce)و عاری از نیکل است. این آلیاژ برای سیستمهای اگزاست خود محرک استفاده میشوند. مقدار بسیار کمی از سریوم به افزایش مقاومت در برابر اکسیداسیون در دماهای بالا کمک می کند. فولاد ضدزنگ فریتیک به خوردگی تنشی در مقابل کلراید مقاوم هستند. این گروه از استینلس استیل ها سهولت بیشتری در ماشینکاری نسبت به آستینیتیک ها دارند.
فریتیک ها از میان دو عنصر مهم و پرکاربرد در استینلس استیل ها فقط کروم را شامل شده و عاری از هرگونه نیکل و یا با درصدهای بسیار پایین است. به دلیل قیمت بالای نیکل و حذف نیکل از این آلیاژ قیمت این گروه نسبت به سایر گروهای با درصد نیکل بالا بسیار پایین تر است.
در این گروه جهت افزایش چغرمگی، فرم پذیری و افزایش مقاومت در برابر خوردگی و افزایش قابلیت جوشکاری تیتانیوم به آلیاژ افزوده می شود.
از خواص شاخص این گروه میتوان به موارد زیر اشاره کرد:
مگنتیک هستند.
قابلیت استفاده در دماهای بالا تا 475° C
دارای کارسختی پایین
مقاوم در برابر خوردگی تنشی در برابر کلراید
حساس به تردی ایجاد شده توسط هیدروژن
موارد پرکاربرد استینلس استیل این خانواده عبارتند از:
Type 405, 409
Type 430, 430Ti, 439
Type 444, E-Brite 26-1
SEA-CURE Stainless, 29-4, 29-4C, 29-4-2
یکی از کاربردهای رایج این گروه ساخت دیگهای ماشین های لباسشویی است.
مارتنزتیک
نخستین گروه از استیل استیل ها بودند که به دلیل ضعف در پذیرش درصد کربن پایین، مورد تفحص و بررسی قرار گرفتند. این گروه از بالاترین میزان کربن در میان سایر گروه ها برخوردار است. از طرفی این میزان کربن به استحکام این گروه منجر شد.
اساساً مارتنزیک ها به استینلس استیل ابزارآلات شهرت دارند. مقاومت در برابر خوردگی به نسبت پایین آنها، مصرفشان را در موارد فرآیندی کاهش داده است. این گروه در ساخت چاقوهای معمول خانگی تا تیغهای جراحی به کار برده می شوند. یکی از دلایل انتخاب آنها در این راستا علاوه زنگ نزن بودن، بالا بودن سختی آنهاست .
تحمل حرارتی و استحکام مارتنزتیک ها به کمک افزودن مولیبدن تقویت میگردد. این گروه دارای قابلیت جوشکاری خوبی نیستند.
از خواص شاخص این گروه می توان به موارد زیر اشاره کرد:
مگنتیک هستند.
سختی بالا
تحمل در برابر عملیات حرارتی بالا جهت رسیدن به استحکام و سختی بالا
غیر قابل جوشکاری
مقاومت فلز در برابر تغییر شکل پلاستیک
موارد پرکاربرد استینلس استیل این خانواده عبارتند از:
Types 410, 420
Types 440A, 440B, 440C
داپلکس
داپلکس هر دو ریز ساختار آستینیتیک و فروتیک را دارد. به واقع دارای ترکیبی از خواص مثبت آستینیتیک و فریتیک با هم است. ریزساختار داپلکس از استحکام بالا و مقاومت در برابر خوردگی تنشی برخوردار است. از خواص داپلکسها میزان کروم بالا25.4%( 1.02) و نیکل پایینتر(%74.1) نسبت به آستینیتیک ها است.
میزان نیکل پایینتر داپلکسها قیمت آنها را متعادل تر میسازد. جهت بالانس این گروه و افزایش مقاومت در برابر خوردگی به آن ها مولیبدن (%44.0) و نیتروژن افزوده می شود. نیتروژن همچنین میزان استحکام را بالا می برد.
ترکیب کروم و مولیبدن در کنار یکدیگر سبب افزایش مقاومت در برابر خوردگی حفرهای می گردد.
در برخی گریدهای داپلکس جهت افزایش قابلیت حل شدن نیتروژن مقداری منگنز به جای نیکل به آلیاژ افزوده می شود. یکی از گریدهای معروف این گروهCarpenter 7-Mo plus بالاترین مقاومت در برابر اسید نیتریک را در میان تمامی استینلس استیل ها داراست. این گروه به سبب خاصیتی که از گروه فریتیک ها دارد مگنتیک می باشد.
از خواص شاخص این گروه میتوان به موارد زیر اشاره کرد:
مگنتیک هستند.
استحکام بالا
حساس به تردی ایجاد شده توسط هیدروژن
قابلیت تحمل دمایی تا 375° C
مقاوم در برابر خوردگی حفرهای
موارد پرکاربرد استینلس استیل این خانواده عبارتند از:
منبع تغذیه بخار: یک درب بویلر دار: بخار مرکزی و مولد بخار برقی، یک درب بدون بویلر: بخار مرکزی،دو درب بویلر دار: بخار مرکزی و مولد بخار برقی، دو درب بدون بویلر: بخار مرکزی
هوای فشرده ورودی: 6 بار
مشخصات آب ورودی: فشار 2 بار و سختی کمتر از 50PPM
مشخصات برق ورودی: یک درب بویلر دار 380V/50Hz/20A، یک درب بدون بویلر 380V/50Hz/2A،دو درب بویلر دار 380V/50Hz/20A، دو درب بدون بویلر 380V/50Hz/2A
autoclave is a pressure chamber used to carry out industrial processes requiring elevated temperature and pressure different from ambient air pressure. Autoclaves are used in medical applications to perform sterilization and in the food and chemical industries. They are also used in industrial applications. Many autoclaves are used to sterilize equipment and supplies by subjecting them to high-pressure saturated steam at 121 °C (249 °F) for around 15–20 minutes depending on the size of the load and the contents. The autoclave was invented by Charles Chamberland in 1879, although a precursor known as the steam digester was created by Denis Papin in 1679. The name comes from Greek auto-, ultimately meaning self, and Latin clavis meaning key, thus a self-locking device. USES Sterilization autoclaves are widely used in microbiology, medicine, podiatry, tattooing, body piercing, food industry, veterinary medicine, mycology, funeral homes, dentistry, and prosthetics fabrication. They vary in size and function depending on the media to be sterilized. Typical loads include laboratory glassware, other equipment and waste, surgical instruments, and medical waste. A notable recent and increasingly popular application of autoclaves is the pre-disposal treatment and sterilization of waste material, such as pathogenic hospital waste. Machines in this category largely operate under the same principles as conventional autoclaves in that they are able to neutralize potentially infectious agents by using pressurized steam and superheated water. A new generation of waste converters is capable of achieving the same effect without a pressure vessel to sterilize culture media, rubber material, gowns, dressings, gloves, etc. It is particularly useful for materials which cannot withstand the higher temperature of a hot air oven. Autoclaves are also widely used to cure composites and in the vulcanization of rubber. The high heat and pressure that autoclaves allow help to ensure that the best possible physical properties are repeatable. The aerospace industry and sparmakers (for sailboats in particular) have autoclaves well over 50 feet (15 m) long, some over 10 feet (3.0 m) wide. Other types of autoclave are used to grow crystals under high temperatures and pressures. Synthetic quartz crystals used in the electronic industry are grown in autoclaves. Packing of parachutes for specialist applications may be performed under vacuum in an autoclave which allows the be warmed and inserted into the minimum volume. AIR REMOVAL It is very important to ensure that all of the trapped air is removed from the autoclave before activation, as trapped air is a very poor medium for achieving sterility. Steam at 134 °C can achieve in three minutes the same sterility that hot air at 160 °C can take two hours to achieve. Methods of air removal include: Downward displacement (or gravity-type): As steam enters the chamber, it fills the upper areas first as it is less dense than air. This process compresses the air to the bottom, forcing it out through a drain which often contains a temperature sensor. Only when air evacuation is complete does the discharge stop. Flow is usually controlled by a steam trapor a solenoid valve, but bleed holes are sometimes used, often in conjunction with a solenoid valve. As the steam and air mix, it is also possible to force out the mixture from locations in the chamber other than the bottom. Steam pulsing: air dilution by using a series of steam pulses, in which the chamber is alternately pressurized and then depressurized to near atmospheric pressure. Vacuum pumps: a vacuum pump sucks air or air/steam mixtures from the chamber. Superatmospheric cycles: achieved with a vacuum pump. It starts with a vacuum followed by a steam pulse followed by a vacuum followed by a steam pulse. The number of pulses depends on the particular autoclave and cycle chosen. Subatmospheric cycles: similar to the superatmospheric cycles, but chamber pressure never exceeds atmospheric pressure until they pressurize up to the sterilizing temperature.
شرکت دانش بنیان سلامت صنعت بوعلی
اتوکلاو یک محفظه فشار است که برای انجام فرآیندهای صنعتی نیاز به دما و فشار بالا متفاوت از فشار هوای محیط دارد. اتوکلاو در کاربردهای پزشکی برای انجام استریلیزاسیون و در صنایع غذایی و شیمیایی استفاده می شود. آنها همچنین در کاربردهای صنعتی استفاده می شوند. بسیاری از اتوکلاوها برای استریل کردن تجهیزات و لوازم با قرار دادن آنها در معرض بخار اشباع شده با فشار بالا در دمای 121 درجه سانتیگراد (249 درجه فارنهایت) برای حدود 15 تا 20 دقیقه بسته به اندازه بار و محتویات استفاده می شوند. اتوکلاو توسط چارلز چمبرلند در سال 1879 اختراع شد، اگرچه پیشمادهای به نام هاضم بخار توسط دنیس پاپین در سال 1679 ایجاد شد. نام از یونانی auto-، در نهایت به معنای خود، و لاتین clavis به معنای کلید گرفته شده است، بنابراین یک دستگاه خود قفل شونده است. . استفاده می کند اتوکلاوهای استریلیزاسیون به طور گسترده در میکروبیولوژی، پزشکی، پا، خالکوبی، سوراخ کردن بدن، صنایع غذایی، دامپزشکی، قارچ شناسی، خانه های تشییع جنازه، دندانپزشکی و ساخت پروتز استفاده می شود. اندازه و عملکرد آنها بسته به محیطی که قرار است استریل شود، متفاوت است. بارهای معمولی شامل ظروف شیشهای آزمایشگاهی، سایر تجهیزات و ضایعات، ابزار جراحی و زبالههای پزشکی است. یکی از کاربردهای قابل توجه اخیر و به طور فزاینده ای از اتوکلاوها، درمان پیش از دفع و استریل کردن مواد زائد مانند زباله های بیمارستانی بیماری زا است. ماشینهای این دسته عمدتاً تحت همان اصول اتوکلاوهای معمولی عمل میکنند، زیرا میتوانند عوامل عفونی بالقوه را با استفاده از بخار تحت فشار و آب فوقگرم خنثی کنند. نسل جدیدی از مبدلهای ضایعاتی میتوانند بدون مخزن تحت فشار برای استریل کردن محیطهای کشت، مواد لاستیکی، روپوشها، پانسمانها، دستکشها و غیره به همان اثر دست یابند. این دستگاه بهویژه برای موادی که نمیتوانند دمای بالاتر اجاق هوای گرم را تحمل کنند مفید است. . اتوکلاو همچنین به طور گسترده ای برای پخت کامپوزیت ها و در ولکانیزه کردن لاستیک استفاده می شود. حرارت و فشار بالایی که اتوکلاوها به آنها اجازه می دهد به اطمینان از تکرارپذیری بهترین خواص فیزیکی ممکن کمک می کند. صنعت هوافضا و اسپارسازها (به ویژه برای قایق های بادبانی) دارای اتوکلاو هایی به طول بیش از 50 فوت (15 متر) و عرض برخی بیش از 10 فوت (3.0 متر) هستند. انواع دیگر اتوکلاو برای رشد کریستال ها در دما و فشار بالا استفاده می شود. کریستال های کوارتز مصنوعی مورد استفاده در صنعت الکترونیک در اتوکلاو رشد می کنند. بسته بندی چتر نجات برای کاربردهای تخصصی ممکن است تحت خلاء در اتوکلاو انجام شود که اجازه می دهد تا گرم شود و در حداقل حجم قرار داده شود. حذف هوا بسیار مهم است که اطمینان حاصل شود که تمام هوای محبوس شده از اتوکلاو قبل از فعال سازی خارج می شود، زیرا هوای محبوس شده محیط بسیار ضعیفی برای دستیابی به عقیمی است. بخار در دمای 134 درجه سانتیگراد می تواند در سه دقیقه همان استریلی را به دست آورد که هوای داغ در دمای 160 درجه سانتیگراد دو ساعت طول می کشد تا به آن برسد. روش های حذف هوا عبارتند از: جابجایی رو به پایین (یا نوع گرانشی): وقتی بخار وارد محفظه می شود، ابتدا نواحی بالایی را پر می کند زیرا چگالی کمتری نسبت به هوا دارد. این فرآیند هوا را به سمت پایین فشرده می کند و آن را از طریق یک زهکشی که اغلب حاوی یک سنسور دما است خارج می کند. تنها زمانی که تخلیه هوا کامل شود، تخلیه متوقف می شود. جریان معمولاً توسط یک شیر برقی تراپور بخار کنترل میشود، اما گاهی اوقات از سوراخهای تخلیه، اغلب همراه با یک شیر برقی استفاده میشود. همانطور که بخار و هوا مخلوط می شوند، همچنین می توان مخلوط را از مکان هایی در محفظه غیر از قسمت پایینی خارج کرد. پالس بخار: رقیق شدن هوا با استفاده از یک سری پالس های بخار که در آن محفظه به طور متناوب تحت فشار قرار می گیرد و سپس تا فشار نزدیک به اتمسفر کاهش می یابد. پمپ های خلاء: یک پمپ خلاء هوا یا مخلوط هوا/بخار را از محفظه مکش می کند. چرخه های سوپراتمسفر: با پمپ خلاء به دست می آید. با خلاء و به دنبال آن یک پالس بخار و سپس خلاء و سپس یک پالس بخار شروع می شود. تعداد پالس ها به اتوکلاو خاص و سیکل انتخاب شده بستگی دارد. چرخه های زیر اتمسفر: مشابه چرخه های ابر اتمسفر است، اما فشار محفظه هرگز از فشار اتمسفر بیشتر نمی شود تا زمانی که تا دمای استریل شدن تحت فشار قرار گیرند.
همه آژانسهای نظارتی در مورد فراوانی یا انواع آزمایشها توافق ندارند، از این رو شرکتها باید برنامه زمانبندی آزمایش را بر اساس ریسک فرآیند خاص خود تنظیم کنند. آرون مرتنز، مدیر خدمات فنی در STERIS، توضیح می دهد وجود هوا در چرخه استریلیزاسیون اتوکلاو بر نفوذ بخار و تماس با مواد استریل شده تأثیر منفی می گذارد. مهم است که به طور معمول یک آزمایش تأیید حذف هوا در اتوکلاو انجام شود تا نشان دهد که هوای محبوس شده حذف شده است و بنابراین نمی تواند مانع از فرآیند استریلیزاسیون با بخار شود. این تستها عملکرد حذف هوای فاز پیش خلاء اتوکلاو را به چالش میکشند و همچنین میتوانند نشت در محفظه و/یا لولهکشی مرتبط را نشان دهند. بهترین روش انجام آزمایش تأیید حذف هوای روزانه با پیروی از دستورالعمل های سازنده دستگاه استریلیزر است. صنایع داروسازی، بیوتکنولوژی و تجهیزات پزشکی ملزم به رعایت دستورالعملهای نظارتی در مورد استفاده از آزمایشهای حذف هوا در استریلکنندههای اتوکلاو پیشواکیوم هستند. سازمان بین المللی استاندارد (ISO) به همراه انجمن پیشرفت ابزار پزشکی (AAMI)، سازمان غذا و داروی ایالات متحده (FDA)، موسسه استاندارد بریتانیا (BSI) و راهنمای کمیته استانداردهای اروپایی (EN) استفاده از تست های حذف هوا چالش این است که همه آژانسها در فراوانی یا انواع آزمایشها هماهنگ نیستند و این به شرکتها واگذار میشود که برنامه آزمایش را بر اساس ریسک فرآیند خاص خود تعیین کنند. تستهای تایید حذف هوا با نشان دادن اثربخشی چرخههای پیش خلاء در استریلکنندههای بخار به برآوردن cGMPs کمک میکند. شیوههای تولید خوب فعلی (cGMPs) هم به اثبات و هم مستنداتی نیاز دارد که فرآیند عقیمسازی مؤثر، کنترلشده و قابل تکرار است. استفاده از تستهای تایید حذف هوا با نشان دادن اثربخشی چرخههای پیش خلاء در استریلکنندههای بخار، به برآوردن cGMPs کمک میکند. برگه نشانگر شیمیایی که از آزمایش های حذف هوا گرفته شده است، شواهدی را برای اهداف مستندسازی ارائه می دهد. بررسی اجمالی استریلیزاسیون متراکم شدن بخار اشباع بر روی سطح برای کشتن میکروارگانیسم هایی که ممکن است روی سطح ماده وجود داشته باشند ضروری است. مهم است که هوا قبل از استریلیزاسیون با بخار (prevacuum) خارج شود و اطمینان حاصل شود که هوا در طول فرآیند پیش خلاء به داخل اتوکلاو کشیده نمی شود. یک اتاقک اتوکلاو و سیستم لوله کشی یکپارچه و بدون نشتی حیاتی است. وجود هوا از تماس بخار اشباع با سطوح مواد استریل شده جلوگیری می کند، که زمان تماس و دمای قرار گرفتن در معرض مورد نیاز برای استریل کردن موفق را کاهش می دهد. در اتوکلاوهایی که از پالس های خلاء برای حذف هوا استفاده می شود، هوای داخل محفظه با بخار اشباع شده از طریق یک سری پالس های متناوب خلاء و تزریق بخار جایگزین می شود. این در ابتدای چرخه بین زمان های 10 تا 30 دقیقه نشان داده شده است، جایی که منحنی فشار در یک الگوی "دندان اره ای" است، همانطور که در شکل 1 مشاهده می شود.
شکل 1: منحنی دما و فشار ساده شده برای چرخه استریلیزر پیش خلاء تعداد پالس های پیش خلاء، عمق پیش خلاء و فشار تزریق بخار باید آزمایش و تأیید شود که کافی هستند، زیرا این پارامترها بیشترین تأثیر را بر حذف هوا دارند. سایر پارامترهای چرخه که بر راندمان حذف هوا تأثیر میگذارند عبارتند از زمانهای تخلیه و نگهداری در نقاط تنظیم فشار و/یا خلاء مختلف. علاوه بر این، موارد بار و موقعیت در داخل محفظه اتوکلاو باید تعریف و آزمایش شود تا از حذف مناسب هوا اطمینان حاصل شود. تست های تایید حذف هوا از لحاظ تاریخی، حذف هوا و نفوذ بخار با پردازش یک دسته حوله هاکبک با نوار نشانگر شیمیایی که در مرکز از طریق چرخه اتوکلاو قرار داده شده بود، تأیید شد. حوله ها چالشی را برای حذف هوا و نفوذ بخار ایجاد کردند. اگر رنگ نشانگر شیمیایی به طور کامل تغییر کند، این نشان دهنده قرار گرفتن کامل در معرض بخار و یک فرآیند موفقیت آمیز حذف هوا است. در سال 1963، مجله Lancet اطلاعاتی را در مورد تست Bowie-Dick که توسط دکتر J. Bowie و آقای J. Dick تأسیس شده بود، منتشر کرد. این آزمایش بسته حوله اصلی test2 را استاندارد و ساده کرد. اکنون، آزمایش حذف هوا میتواند یکی از اشکال مختلفی را داشته باشد که مطابق با ANSI/AAMI/ISO 11140-43 برابر با بستههای حوله اصلی است. به طور معمول، بسته یکبار مصرف شامل یک بار تست استاندارد شده کوچک و یک سیستم نشانگر شیمیایی برای تشخیص وجود بخار است. ISO 11140-4 به این تست ها به عنوان "آزمایش های نوع بووی و دیک" اشاره می کند. به عنوان مثال، بسته آزمایشی Bowie-Dick که به صورت تجاری در دسترس است از STERIS Corporation شامل یک پشته بسته بندی شده از موانع نفوذ بخار (حذف هوا) با یک صفحه نشانگر شیمیایی در مرکز است. بسته آزمایشی مستقیماً در یک محفظه استریل کننده بخار خالی بدون نیاز به دستگاه نگهدارنده قرار می گیرد. چگونه کار می کند در طول پردازش، چرخه باید هوا را از مواد مانع حذف یا جابجا کند و آن را با بخار در سراسر بسته جایگزین کند. تغییر رنگ در نشانگر از زرد به آبی/بنفش یکنواخت نشان دهنده نفوذ بخار کافی است، همانطور که در شکل 2 مشاهده می شود. فرمول جوهر ترموکرومیک همچنین می تواند در شناسایی مشکلات کیفیت بخار (وجود گازهای غیر قابل تراکم، بخار مرطوب، و /یا بخار فوق گرم) و عاری از سرب و سایر فلزات سنگین است.4 شکل 2: نشانگر شیمیایی بووی دیک. L-R: استفاده نشده، عبور، مواجهه با شکست معمولی بستههای آزمایشی Bowie و Dick بستههای آزمایشی یکبار مصرف از پیش مونتاژ شدهای هستند که برای ارزیابی عملکرد سیستم حذف هوا یک دستگاه استریلیزر مجهز به خلاء در دمای ۱۲۱-۱۲۴ درجه سانتی گراد (۲۵۰-۲۵۵ درجه فارنهایت) یا ۱۳۲ درجه طراحی شدهاند. 135 درجه سانتی گراد (270-275 درجه فارنهایت). بسته های آزمایشی مطابق با ANSI/AAMI/ISO 11140-4:2001 و BS EN867-4 کلاس 2/B:2001.5 هستند. همانطور که در شکل 3 نشان داده شده است، یک بسته آزمایشی حذف هوا در محلی که به احتمال زیاد هوا در محفظه وارد می شود، معمولاً در پایین اتوکلاو و نزدیک به تخلیه قرار می گیرد. مهم است که همان پارامترهای پیش خلاء برای چرخه تأیید حذف هوا و چرخه اتوکلاو تولید استفاده می شود، زیرا این تنها راهی است که آزمایش به طور دقیق عملکرد فاز حذف هوای اتوکلاو را اندازه گیری می کند. یک بسته تست بووی دیک در یک اتاقک اتوکلاو مقررات و استانداردها اسناد زیر مقررات و راهنمایی های مربوطه در مورد استفاده از آزمایش های تأیید حذف هوا هستند: ANSI/AAMI/ISO 17665-1: 2006 (R) 2013. بخش 12.1.6 بیان می کند: "اگر فرآیند استریلیزاسیون متکی بر حذف هوا از محفظه استریل کننده باشد تا به نفوذ سریع و یکنواخت بخار به داخل بار استریل کننده برسد. آزمایش نفوذ بخار باید هر روز قبل از استفاده از دستگاه استریلیزر انجام شود. آزمایش نفوذ بخار با استفاده از دستگاهی انجام می شود که چالش مشخصی برای حذف هوا و نفوذ بخار برای فرآیند دارد. برای کاربردهای صنعتی، اگر فرآیند بخار اشباع از بارهای استریلیزاسیون ثابت و مشخصی استفاده میکند که مانع نفوذ بخار نمیشوند، روشهای جایگزین ممکن است بر اساس اندازهگیریهای فیزیکی مشخص و ارزیابی ریسک احتمال شکست فرآیند استفاده شود. در حالی که پاراگراف دوم ممکن است نشان دهد که آزمایش روزانه نفوذ بخار (آزمایش حذف هوا) برای برخی از انواع بار اجباری نیست، انجام ندادن آزمایش به طور معمول مستلزم خطر است و باید ارزیابی شود. روشهای دیگر تأیید نفوذ بخار ممکن است قابل اعتماد، تکرارپذیر یا آنطور که سازمانهای نظارتی به آسانی پذیرفته نشده باشند. این داستان را دوست دارید؟ برای تجزیه و تحلیل دقیق آخرین اخبار و تحولات در تولید صنایع پیشرفته در محیط های کنترل شده، در مجله Cleanroom Technology مشترک شوید. ISO/TS 17665-2: 2009. این سند راهنمایی در مورد استفاده از ISO 17665-1 ارائه می دهد و استفاده از آزمایش های روزانه حذف هوا را تعریف می کند. بخش الف. ضمیمه A (ارزیابی فرآیند عقیم سازی اساساً بر اساس اندازه گیری پارامترهای فیزیکی)، جدول A.3 استفاده روزانه از تست های بووی و دیک را پیشنهاد می کند. ضمیمه B (ارزیابی فرآیند استریلیزاسیون اساساً بر اساس غیرفعالسازی بیولوژیکی و روش حذف مکانیکی هوا)، جدول B.1 استفاده معمولی از آزمایشهای حذف هوا را پیشنهاد میکند. ANSI/AAMI ST79: 2017. اگرچه عمدتاً برای مراکز مراقبت بهداشتی قابل استفاده است، ANSI/AAMI همچنین استفاده روزانه از تست های Bowie-Dick را برای تأیید حذف هوا توصیه می کند. بخش 10.7.6.1 بیان می کند: "آزمایش بووی دیک باید هر روز که از استریلیزر استفاده می شود، قبل از اولین بار پردازش شده انجام شود." FDA Guidance for Industry: 2004. در این سند، آژانس ایالات متحده می گوید: "حذف هوا از محفظه اتوکلاو به عنوان بخشی از چرخه استریلیزاسیون با بخار مهم است." 9 EN 285: 2015. بخش 8.1.3، بیان می کند: "نتیجه ناموفق هر آزمایش نفوذ بخار می تواند ناشی از مرحله حذف هوا ناکارآمد، وجود نشت هوا به داخل محفظه استریلیزر، و/یا وجود غیره باشد. گازهای قابل چگالش در منبع بخار.»10 اتحادیه اروپا GMP ضمیمه 1، پیش نویس 2017. بخش 8.59 بیان میکند: «زمانی که فرآیند استریلسازی شامل تصفیه هوا (مانند بارهای متخلخل اتوکلاو، محفظههای لیوفیلیزر) میشود، باید اطمینان کافی از حذف هوا قبل و در حین استریلسازی وجود داشته باشد. بارهایی که قرار است استریل شوند باید طوری طراحی شوند که از حذف موثر هوا پشتیبانی کنند و تخلیه آزاد داشته باشند تا از تجمع میعانات جلوگیری شود. کاهش ریسک فرکانس انجام آزمایش حذف هوا با ارزیابی کیفیت، ریسک تجاری و نظارتی تعیین می شود. تأثیر عدم تشخیص حذف ناکافی هوا در طول چرخه پیش خلاء اتوکلاو باید در نظر گرفته شود، زیرا عقیمی تمام مواد پردازش شده از آخرین آزمایش گذراندن زیر سوال می رود. حذف ناکافی هوا از اتوکلاو تأثیر مستقیمی بر عملکرد اتوکلاو و در نتیجه کیفیت محصول دارد. انجام نشدن آزمایش حذف هوا بر اساس مکرر مناسب ممکن است منجر به تحقیقات طولانی مدت تضمین کیفیت شود که شامل تعداد زیادی محصول می شود. بسته به نتایج تحقیقات، بدترین سناریو یک محصول غیر استریل و امکان فراخوان محصول است. اصلاح تجهیزات مستلزم خرابی و تولید از دست رفته است که بر تجارت کلی تأثیر می گذارد. عدم انطباق با انتظارات نظارتی و cGMP ها ممکن است منجر به استنادات و سایر پیامدهای منفی شود. در تولید معمول، احتمال عدم حذف کافی هوا از محفظه اتوکلاو ممکن است کم باشد. با این حال، تأثیر عدم شناسایی حذف هوای ناکافی بسیار شدید است، زیرا این تأثیر مستقیم بر تضمین استریلی مواد دارد. استفاده از تست تایید حذف هوای روزانه با توصیه سازنده اتوکلاو مطابقت دارد و ساده ترین، کم اختلال ترین و قوی ترین نوع تشخیص است. منابع نکته فنی STERIS شماره 5518، "اهمیت حذف هوا در فرآیند استریلیزاسیون بخار اتوکلاو"، 2016. بووی، جی اچ، کلسی، جی سی و تامپسون، GR. ” تست نوار اتوکلاو بووی و دیک ” . The Lancet، 1963 i:586. ANSI/AAMI/ISO 11140-4، "استریل کردن محصولات مراقبت بهداشتی - شاخص های شیمیایی - قسمت 4: شاخص های کلاس 2 به عنوان جایگزینی برای تست نوع بووی و دیک برای تشخیص نفوذ بخار"، 2007. برگه داده های فنی STERIS، "بسته تست SteraffirmTM Bowie-Dick for Exposure Temperature 121-124oC (250-255oF)". BS EN 867-4، "سیستم های غیر بیولوژیکی برای استفاده در استریل کننده ها. مشخصات شاخص ها به عنوان جایگزینی برای تست بووی و دیک برای تشخیص نفوذ بخار، 2001. AANSI/AAMI/ISO 17665، "استریل کردن محصولات مراقبت بهداشتی - گرمای مرطوب - قسمت 1: الزامات برای توسعه، اعتبار سنجی، و کنترل معمول یک فرآیند عقیم سازی برای دستگاه های پزشکی"، 2006 (R2013). ISO/TS 17665-2، "استریل کردن محصولات مراقبت بهداشتی - گرمای مرطوب - قسمت 2: راهنمای کاربرد ISO 17665-1"، 2009. ANSI/AAMI ST79، راهنمای جامع استریلیزاسیون با بخار و تضمین عقیمی در مراکز مراقبت بهداشتی، 2017. راهنمای FDA برای صنعت، "محصولات دارویی استریل تولید شده توسط پردازش آسپتیک - روش فعلی تولید خوب"، 2004. DS/EN 285، "استریلیزاسیون - استریل کننده های بخار - استریل کننده های بزرگ"، 2015. EudraLex، "قوانین حاکم بر محصولات دارویی در اتحادیه اروپا"، جلد 4 دستورالعمل اتحادیه اروپا برای عملکرد خوب تولید محصولات دارویی برای استفاده انسانی و دامپزشکی، پیوست 1 ساخت محصولات دارویی استریل، پیش نویس دسامبر 2017.
STERILIZATION OF LIQUIDS, SOLIDS, WASTE IN DISPOSAL BAGS AND HAZARDOUS BIOLOGICAL SUBSTANCES
Sterilization process
HOW TO STERILIZE CORRECTLY?
Sterilization that is easy, safe, accurate, reproducible and validatable.
The sterilization process in anautoclavecan be rather difficult. For example, when sterilizing liquids or solids (instruments, glassware, filters or textiles) for later use in the lab, the sterilization process must ensure to produce a sterile product, reproducible at any time. Products sterilized for use in labs cannot be tested for sterility, as this would contaminate them again and thus they could not be used in the lab any longer. Validation of steam sterilization processes has become an increasingly important issue to ensure reproducible results that can be verified. Furthermore, safety aspects must generally be considered when autoclaving, and in particular when sterilizing liquids. Sterilization is generally done at a temperature of 121⁰C. This corresponds to a steam pressure of approx. 2 bar. Such high temperatures and the ensuing pressure may pose considerable risk potential for the operator, if the autoclaving process has design flaws or is not executed properly.
STERILIZATION OF LIQUIDS AND LIQUID WASTE IN BOTTLES
Sterilizing liquids is one of the most demanding tasks in the lab. Sterilization processes may take a very long time, bottles must be open or at least vented, part of the liquid will boil away, liquids may boil over and bottles may even burst. Another issue to be addressed is, whether the liquids inside the bottles even reach the required sterilization temperature (e.g. 121°C), and when they may be safely taken out of the autoclave after completion of the sterilization process.
Viewing the sterilization process for liquids, it splits into three phases:
1. Heating phase and equilibration time (H) 2. Sterilization phase, e.g. 121⁰C for 20 minutes (S) 3. Cooling-down phase to a safe removal temperature (C)
Illustration 1: Blue line: Temperature inside the chamber (pressure vessel) of the autoclave Red line: Temperature measured inside the liquid
Ill. 1 – Sterilization process / Phases
Illustration 1 details the individual phases by means of a graphic display. The blue line represents the temperature inside the pressure vessel of the autoclave, the red line the temperature inside the liquid. It is clearly visible that the temperature inside the pressure vessel of the autoclave reaches the required temperature of 121⁰C quickly, whereas the liquids inside the bottles need a much longer time to reach sterilization temperature. During the heating-up time, thermal energy of steam is transferred to the bottles by means of condensation of the steam. This condensation process and the ensuing thermal transfer require quite some time, explaining the time lag between the mere heating-up of the pressure vessel and the heating-up of the liquid itself. The time required to achieve the same temperatures inside the pressure vessel of the autoclave and inside the liquids is called equilibration time.
Many of the autoclaves used in labs today are still not equipped with a temperature measurement inside a reference vessel. Thus, the exact temperature of the liquid to be sterilized is not being measured and cannot be used to regulate the sterilization process. Theseautoclavesstart the sterilization phase after the required temperature inside the pressure vessel of the autoclave has been reached. The equilibration time required for the liquid to also reach the required temperature is not taken into consideration. The liquids thus never reach a sterilization temperature of e.g. 121°C and consequently, the biological efficiency of the sterilization process is no longer ensured. Depending on the resistance of the micro-organisms to be deactivated, they are only deactivated in part or not at all.
Measuring the temperature inside a reference vessel
By measuring the temperature inside a reference vessel by means of a temperature sensor, the exact temperature of the liquid to be sterilized can be determined and then used to regulate the sterilization process. Sterilization time starts only, after the required sterilization temperature inside the liquid has been reached.
The reference vessel is to be filled with water. It is crucial, that size and filling level of the reference vessel correspond to the largest vessel filled with the liquid to be sterilized.
Ill. 2 – Measuring the temperature
Safe removal temperature
The temperature sensor for measuring inside the reference vessel is required to ensure that the sterilization temperature inside the liquid is reached. It is also required to ensure a safe removal temperature after the sterilization has been carried out. Inside an autoclave, liquids are heated up to temperatures considerably above the regular boiling point (100⁰C). The thermal heat transferred into the liquid in connection with the associated excess pressure may cause considerable hazards for the operator of an autoclave. For example, a delayed boiling may occur which means that the liquid will spontaneously start to boil when the autoclave is opened. This instantaneous boiling will generate a pressure wave consisting of steam and hot liquid, erupting – similar to a geyser – from the vessels. 1 liter water will generate 1000 liter steam! Based on this considerable hazard potential, autoclaves used for sterilizing liquids are subject to corresponding regulations. DIN EN 61010-2-040 stipulates that autoclaves used for sterilizing liquids must be equipped with safety devices preventing an opening of the autoclave before the liquids have not been cooled down to a removal temperature safe for the operator. A safe removal temperature is defined in the standard to be 20K below the boiling point of water at atmospheric ambient pressure. This corresponds to a safe removal temperature of 80⁰C. State-of-the-art autoclaves are equipped with a temperature and pressure dependent door lock. That prevents the autoclave from being opened, when the pressure vessel is pressurized and for as long as the temperature measured inside the liquid exceeds the stipulated 80⁰C.
ll. 3 – Cooling with support pressure
Cooling liquids down to a safe removal temperature may take a rather long time. A size frequently used for autoclaves in labs is an autoclave with a pressure vessel capacity of approx. 150 liter. Is such anautoclavefilled with bottles containing the liquid to be sterilized, the total sterilization cycle may take up to 10 hours. I.e., during one working day, not even one sterilization process may be completed. It is thus recommended to equip the autoclave with a recooling system considerably reducing the overall time required to sterilize the batch and preventing further hazards and disadvantages when sterilizing liquids.
Quick recooling – maximizing productivity and safety Recooling systems available for autoclaves basically distinguish between two types of cooling systems:
1. Cooling by evaporation – boiling the liquid during the cooling phase 2. Cooling by radiation – heat radiating from the liquid, no boiling of the liquid with this cooling system
Cooling by evaporation is the most frequently used type of cooling inside an autoclave. That may be: – Self-cooling via slowly releasing steam – Ventilation cooling – cold ambient air is ventilated onto the pressure vessel from the outside – Water cooling without support pressure
All cooling types stated above have serious disadvantages when sterilizing liquids and may contain considerable hazard potential, if the sterilization process is not carried out properly, as this type of cooling requires the liquid to be cooled down to boil.
1. When the liquid boils during the cooling phase, part of the liquid is lost. The loss of liquid to be expected usually ranges between 3 and 10 %, but may be considerably higher – depending on the contents of the liquid. Especially, if the protein content of the liquid is high, it tends to boil even more, increasing again the loss of liquid.
2. As the liquids must boil to cool down, the probability for them to boil over is high. Therefore, the bottles are only being filled half or even only one third to prevent over boiling. This is, on one hand a considerable loss in productivity, as 50-70 % of the capacity available (inside the bottles) is lost. On the other hand, boiling over cannot be prevented reliably. If liquids boil over, the autoclave must be cleaned and, for example, agar-based liquids may flow into the pipe system (drain) of the autoclave and block it, when the agar cools down and solidifies there. Cleaning the pipe system is frequently highly cost-intensive and only possible for the manufacturer of the autoclave.
3. Liquids can only boil from open bottles. Therefore, the bottles must be open or at least vented (the lid must be slightly open). If venting the bottles is forgotten or done improperly, the liquid inside cannot boil during the recooling phase and thus will not cool down. After the reference vessel has reached the cooling temperature of 80⁰C and thus allows to open the autoclave, the hermetically closed bottles are still on sterilization temperature with the corresponding pressure of e.g. 121⁰C, 2 bar. This poses a considerable hazard, as these bottles may explode during removal from the autoclave and the liquid contained therein may evaporate spontaneously – similar to a delayed boiling. 1 liter water generates 1000 liter steam!
Ill. 4 – Ultracooler
It is therefore recommended when procuring anautoclaveto define exactly what application/s it will be used for and how it should be equipped with regards to productivity and safety.
Cooling by radiation (Quick cooling with support pressure)
Cooling by radiation has considerable advantages as compared to cooling by evaporation. During quick cooling with support pressure, the pressure vessel is cooled down across its entire surface via externally attached cooling coils containing cold water. Before cooling is activated after the sterilization phase, the steam inside the pressure vessel is replaced by sterile-filtered compressed air. This pressurized air reliably prevents the liquid from boiling during the cooling phase. Heat is transferred from the liquid to the cold walls of the pressure vessel by means of radiation and the liquids thus are cooled down.
Quick cooling with support pressure allows for a substantial gain in productivity, as process time compared to self-cooling is considerably reduced. Whereas self-cooling requires up to 10 hours for an overall autoclaving process, recooling time by means of quick cooling with support pressure may be reduced by up to 60 % – depending on the quantity of liquids processed.
Furthermore, all hazards and disadvantages described for cooling by evaporation (delayed boiling, loss of liquid, over boiling, no cooling of hermetically sealed bottled) are reliably eliminated, as the liquid does no longer boil. This type of cooling allows for the bottles to be filled up to their maximum filling level (50 to 70 % productivity gained) – even hermetically sealed bottles can be used. Opening or venting the bottles is no longer required.
Further optimize your process cycles
State-of-the-art autoclaves allow to further optimize the cooling of liquids in modules. This further increases productivity but also influences the quality of the liquids to be sterilized. Many liquids contain ingredients that are not very heat-stable. The liquids must be sterilized, but the time they will be exposed to heat impact, should be as short as possible so that heat-labile ingredients do not suffer negative impacts.
Module 1 – Radial ventilator The radial ventilator generates an airstream inside the pressure vessel of the autoclave during the cooling phase. This airstream forces the heat from the bottles onto the walls of the pressure vessel cooled by quick cooling with support pressure. This process will shorten the cooling time by up to 70 % compared to self-cooling.
Module 2 – Ultracooler The Ultracooler is an additional water-cooled heat exchanger, integrated directly into the pressure vessel of the autoclave. This allows to remove the heat from the bottled exactly there where the heat is. Inside the pressure vessel. By means of a substantially improved thermal transfer, cooling time can be reduced by up to 90 % as compared to self-cooling.
Note:As radial ventilator and Ultracooler are installed inside the pressure vessel, take care that they will not reduce the usable space available inside the autoclave.
STERILIZING SOLIDS AND WASTE IN DESTRUCTION BAGS
When sterilizing solids (e.g. instruments, empty glassware, pipette tips in boxes, filters and textiles) as well as when decontaminating waste in destruction bags it must be ensured that a steam atmosphere is building exactly where it is required. Namely on all inner and outer surfaces of the product to be sterilized. Many autoclaves do not remove air reliably from the autoclave and from the product. If air remains inside the autoclave and the product, no sterilizing effect is possible, as only steam transports the thermal energy required to reliably deactivate microorganisms.
Ineffective air removal
Illustrations 5 and 6 show an ineffective air removal using the example of a box with pipette tips as well with destruction bags. If theautoclaveis just simply heated up, air is displaced and a steam atmosphere builds up inside the pressure vessel of the autoclave but air remains inside the product to be sterilized. Air remaining inside the product, however, prevents the steam from entering where its thermal energy is needed to achieve a sterilizing effect.
Ill. 5 – Ineffecive air removal
At the same temperature as steam (e.g. 121°C), air contains only a fraction of the required thermal energy. For products that cannot be sterilized within a steam atmosphere, there are hot-air sterilizers – however, they sterilize at higher temperatures (180 – 250⁰C) requiring a lot more time (up to several hours sterilization time). A sterilizing effect of air at temperatures of 121°C – 134°C and a sterilization time of 3-20 minutes that are usually used inside a steam sterilizer is therefore in praxis not given.
Ill. 6 – Ineffective air removal of destruction bags
Effective air removal For a complete and reproducible removal of air from the autoclave and the product to be sterilized, a fractionated pre-vacuum is to be used. Therefore, the autoclave is equipped with a vacuum system. During the heat-up phase, vacuum cycles take place for effective air removal followed by steam injections. Usually, a threefold fractionated pre-vacuum is applied – depending on the product, however, even more fractions may be necessary.
Ill. 7 – Complete bleeding
Drying of solid objects – Superdry
Solids such as instruments or empty glassware are usually put inside a drying oven following the sterilization process. State-of-the-art autoclaves allow for drying solids directly after the sterilization process. Sterilization and drying in one process. Further handling of the sterilization material possibly causing recontamination is not necessary.
STERILIZATION OF BIOLOGICALLY HAZARD SUBSTANCES
Sterilization of biologically hazardous substances is a special challenge. During the heating-up phase, the air inside the autoclave is replaced with steam. Air is displaced from the autoclave and released into the room where the autoclave is installed.TRBA 100 – Technical Regulations for Biological Working Materialsrequires that, in labs from Security Level BSL2, process exhaust air from an autoclave must be treated as the exhaust air may be contaminated by microorganisms from the product to be sterilized. An appropriate process must be used. In the case ofautoclaves, it is usually filtration. Therefore, the autoclave can be equipped with an air exhaust filter. All air displaced from the autoclave passes the filter with microorganisms being retained in the filter. The filter is sterilized “in-line” during the sterilization process to deactivate the micro-organisms retained therein.
TRBA 100 deals only with exhaust air released from the autoclave, but not the condensate collected. During the sterilization process, steam condenses on the product and thus turns again into water (condensate). This water may also be contaminated with microorganisms. Therefore, the condensate must remain inside the autoclave during the sterilization process and must also be sterilized “in-line” as well before being drained after successful sterilization.
QUALIFICATION AND VALIDATION
During qualification it is verified, whether a device is suitable for its intended use and whether a process – e.g. a sterilization process – can be performed considering the product to be sterilized with a continuing (reproducible) result, a sterile product. Generally, the qualification process is split into three basic parts:
1. IQ – Installation Qualification Verification, whether a device was manufactured and installed according to specifications.
2. OQ – Operational Qualification Verification, whether a device operates generally according to specified functions.
3. PQ – Performance Qualification Verification, whether a device with product to be treated functions according to specificationsTarget of Qualification and Validation is a documented proof that a device is suitable for its intended use.
Target ofQualification and Validationis a documented proof that a device is suitable for its intended use.
The sterilizing effect of an autoclave process is verified during OQ (empty chamber) and PQ (with product) by means of external data loggers for temperature and pressure as well as using bio-indicators based on Bacillus Stearothermophilus. Whereas external data loggers for temperature and pressure provide evidence that the control of the autoclave displays and documents reliable values as well as performs the sterilization process within defined tolerances, bio-indicators provide evidence as to biological efficiency. To place bio-indicators, it must be defined for which areas of the product to be sterilized it is most difficult to achieve biological efficiency. Accurately in those areas, bio-indicators must be placed to cover a “worst-case scenario“. All steps of an IQ, OQ and PQ must be documented in detail. In each and every case of carrying out an IQ, OQ and PQ, close cooperation between user and manufacturer is required.
عقیم سازی مایعات، جامدات، ضایعات در کیسه های دفع و مواد بیولوژیکی خطرناک مایعات استریلیزاسیون فرآیند استریلیزاسیون چگونه به درستی استریل می شود؟ عقیم سازی آسان، ایمن، دقیق، قابل تکرار و اعتبار است. فرآیند استریل کردن در اتوکلاو می تواند نسبتاً دشوار باشد. به عنوان مثال، هنگام استریل کردن مایعات یا جامدات (ابزار، ظروف شیشه ای، فیلترها یا منسوجات) برای استفاده بعدی در آزمایشگاه، فرآیند استریل کردن باید اطمینان حاصل کند که محصولی استریل تولید می شود که در هر زمان قابل تکرار است. محصولات استریل شده برای استفاده در آزمایشگاه را نمی توان از نظر عقیمی آزمایش کرد، زیرا باعث آلودگی مجدد آنها می شود و بنابراین دیگر نمی توان از آنها در آزمایشگاه استفاده کرد. اعتبار سنجی فرآیندهای استریلیزاسیون با بخار برای اطمینان از نتایج تکرارپذیر که می توانند تأیید شوند به یک موضوع مهم تبدیل شده است. علاوه بر این، جنبههای ایمنی عموماً باید هنگام اتوکلاو و به ویژه هنگام استریل کردن مایعات در نظر گرفته شود. عقیم سازی عموماً در دمای 121 درجه سانتیگراد انجام می شود. این مربوط به فشار بخار تقریباً است. 2 بار. چنین دماهای بالا و فشار ناشی از آن ممکن است پتانسیل خطر قابل توجهی را برای اپراتور ایجاد کند، اگر فرآیند اتوکلاو دارای اشکالاتی در طراحی باشد یا به درستی اجرا نشود. استریل کردن مایعات و ضایعات مایع در بطری ها عقیم سازی مایعات یکی از سخت ترین کارهای آزمایشگاهی است. فرآیندهای استریلیزاسیون ممکن است زمان زیادی طول بکشد، بطری ها باید باز باشند یا حداقل تهویه شوند، بخشی از مایع بجوشد، مایعات ممکن است بجوشد و بطری ها حتی ممکن است ترکیده شوند. موضوع دیگری که باید به آن پرداخته شود این است که آیا مایعات داخل بطری ها حتی به دمای استریلیزاسیون مورد نیاز می رسند (مثلاً 121 درجه سانتیگراد)، و چه زمانی ممکن است پس از اتمام فرآیند استریلیزاسیون به طور ایمن از اتوکلاو خارج شوند. با مشاهده فرآیند استریلسازی مایعات، به سه فاز تقسیم میشود: 1. فاز گرمایش و زمان تعادل (H) 2. فاز استریلسازی، به عنوان مثال. 121⁰C به مدت 20 دقیقه (S) 3. فاز خنکسازی تا دمای حذف ایمن (C) تصویر 1: خط آبی: دمای داخل محفظه (محفظه تحت فشار) اتوکلاو خط قرمز: دمای اندازهگیری شده در داخل فرآیند استریلسازی مایع و مدت زمان آن شکل 1 - فرآیند استریل کردن / فازها تصویر 1 جزئیات فازهای جداگانه را با استفاده از یک نمایشگر گرافیکی نشان می دهد. خط آبی نشان دهنده دمای داخل مخزن فشار اتوکلاو و خط قرمز دمای داخل مایع است. به وضوح قابل مشاهده است که دمای داخل مخزن تحت فشار اتوکلاو به سرعت به دمای مورد نیاز 121 درجه سانتیگراد می رسد، در حالی که مایعات داخل بطری ها به زمان بسیار بیشتری برای رسیدن به دمای استریلیزاسیون نیاز دارند. در طول زمان گرم شدن، انرژی حرارتی بخار از طریق متراکم شدن بخار به بطری ها منتقل می شود. این فرآیند تراکم و انتقال حرارتی متعاقب آن نیاز به زمان زیادی دارد، که فاصله زمانی بین گرم شدن محفظه تحت فشار و گرم شدن خود مایع را توضیح می دهد. زمان لازم برای رسیدن به دمای یکسان در داخل مخزن تحت فشار اتوکلاو و داخل مایعات را زمان تعادل می گویند. بسیاری از اتوکلاوهایی که امروزه در آزمایشگاهها استفاده میشوند هنوز به اندازهگیری دما در داخل ظرف مرجع مجهز نیستند. بنابراین دمای دقیق مایعی که قرار است استریل شود اندازه گیری نمی شود و نمی توان از آن برای تنظیم فرآیند استریلیزاسیون استفاده کرد. این اتوکلاوها پس از رسیدن به دمای مورد نیاز داخل مخزن تحت فشار اتوکلاو، فاز استریلیزاسیون را شروع می کنند. زمان تعادل لازم برای رسیدن مایع به دمای مورد نیاز در نظر گرفته نمی شود. بنابراین مایعات هرگز به دمای استریلیزاسیون نمی رسند. 121 درجه سانتیگراد و در نتیجه کارایی بیولوژیکی فرآیند استریلیزاسیون دیگر تضمین نمی شود. بسته به مقاومت میکروارگانیسم هایی که قرار است غیرفعال شوند، فقط تا حدی غیرفعال می شوند یا اصلاً غیرفعال می شوند. اندازهگیری دمای داخل ظرف مرجع با اندازهگیری دمای داخل ظرف مرجع با استفاده از حسگر دما، میتوان دمای دقیق مایعی که قرار است استریل شود را تعیین کرد و سپس برای تنظیم فرآیند استریلسازی از آن استفاده کرد. زمان استریلیزاسیون فقط پس از رسیدن به دمای لازم استریلیزاسیون در داخل مایع شروع می شود. ظرف مرجع باید با آب پر شود. بسیار مهم است که اندازه و سطح پر شدن ظرف مرجع با بزرگترین ظرف پر شده با مایعی که قرار است استریل شود مطابقت داشته باشد. استریلیزاسیون - اندازه گیری دما 2 - اندازه گیری دما دمای حذف ایمن سنسور دما برای اندازه گیری در داخل ظرف مرجع برای اطمینان از رسیدن دمای استریل در داخل مایع مورد نیاز است. همچنین لازم است پس از انجام استریلیزاسیون از دمای حذف ایمن اطمینان حاصل شود. در داخل اتوکلاو، مایعات تا دمای بسیار بالاتر از نقطه جوش معمولی (100⁰C) گرم می شوند. گرمای حرارتی منتقل شده به مایع در ارتباط با فشار اضافی مربوطه ممکن است خطرات قابل توجهی برای اپراتور اتوکلاو ایجاد کند. به عنوان مثال، ممکن است یک جوش تاخیری اتفاق بیفتد، به این معنی که وقتی اتوکلاو باز می شود، مایع به طور خود به خود شروع به جوشیدن می کند.
Through history, humans have used fire to purify items. Heat generated through application of high temperatures acts by disrupting membranes and denaturing proteins and nucleic acids. Burning, however, is a bit excessive for everyday usage. Transmissible agents (such as spores, bacteria and viruses) can be eliminated through sterilisation. This is different from disinfection, where only organisms that can cause disease are removed. Some of the methods used to achieve sterilization are: Autoclaves: Highly effective and inexpensive. Unsuitable for heat sensitive objects. Hot air ovens: Inefficient compared to autoclaves. Ethylene oxide: Suitable for heat sensitive items but leaves toxic residue on sterilized items. Low-temperature steam and formaldehyde: Effective for instruments with cavities or tubular openings. Sporicidal chemicals: Often used as disinfectants but can also sterilize instruments if used for prolonged periods. Irradiation: Gamma rays and accelerated electrons are excellent at sterilization. Gas plasma.The preferred principle for sterilization is through heat, the autoclave being the most widely used method of achieving it. In a dry air oven, it takes two hours at 160°C to kill spores of the bacterium Clostridium botulinium (associated with canned food). Using saturated steam, the same spores are killed in just five minutes at 121°C, proving that moist heat is more effective than dry heat. Autoclave Design and Control To be effective against spore forming bacteria and viruses, autoclaves need to: Have steam in direct contact with the material being sterilized (i.e. loading of items is very important). Create vacuum in order to displace all the air initially present in the autoclave and replacing it with steam. Implement a well designed control scheme for steam evacuation and cooling so that the load does not perish. The efficiency of the sterilization process depends on two major factors. One of them is the thermal death time, i.e. the time microbes must be exposed to at a particular temperature before they are all dead. The second factor is the thermal death point or temperature at which all microbes in a sample are killed. The steam and pressure ensure sufficient heat is transferred into the organism to kill them. A series of negative pressure pulses are used to vacuum all possible air pockets, while steam penetration is maximized by application of a succession of positive pulses Typical pressure cycles used in autoclaves are: 1.Cycle for fabrics, assembled filter units and discard loads. 2.Cycle for laboratory plastic and glassware. 3.Cycle mainly used for discard loads. Process performance can be confirmed by monitoring colour changes on indicator tape often taped onto packages or products to be autoclaved. Biological indicators such as the Attests can also be used. These contain Bacillus sterothermophilus spores, which are amongst the toughest organisms an autoclave will have to destroy. After a run in an autoclave, the internal glass in the Attest vial is shattered, allowing the spores into a differential liquid medium. If the autoclave has destroyed the spores, the medium remains a blue colour. Otherwise, the spores will metabolize, causing a yellow colour change after two days of incubation at 56°C. A control system must therefore provide flexibility in the way in which accurate and repeatable control of the sterilisation is achieved and will include the following features: Precise loop control with setpoint profile programming Recipe Management System for easy parameterization Sequential control for complex control strategies Secure collection of on-line data from the sterilisation system for analysis and evidence Local operator display with clear graphics and controlled access to parameters The EyconTM Visual Supervisor is an ideal solution for this application
در طول تاریخ، انسان ها از آتش برای پاکسازی اقلام استفاده کرده اند. گرمای تولید شده از طریق اعمال دماهای بالا با مختل کردن غشاها و دناتوره کردن پروتئین ها و اسیدهای نوکلئیک عمل می کند. با این حال، سوزاندن برای استفاده روزمره کمی بیش از حد است. عوامل قابل انتقال (مانند هاگ ها، باکتری ها و ویروس ها) را می توان از طریق عقیم سازی از بین برد. این با ضد عفونی کردن متفاوت است، جایی که تنها ارگانیسم هایی که می توانند باعث بیماری شوند حذف می شوند. برخی از روش های مورد استفاده برای دستیابی به عقیم سازی عبارتند از: اتوکلاوها: بسیار موثر و ارزان. برای اجسام حساس به حرارت نامناسب کوره های هوای گرم: در مقایسه با اتوکلاو ناکارآمد است. اتیلن اکساید: برای اقلام حساس به حرارت مناسب است اما روی اقلام استریل شده باقیمانده سمی باقی می گذارد. بخار و فرمالدئید با دمای پایین: برای ابزارهایی با حفره یا دهانه لوله ای موثر است. مواد شیمیایی اسپور کش: اغلب به عنوان ضدعفونی کننده استفاده می شود، اما در صورت استفاده طولانی مدت می تواند ابزار را نیز عقیم کند. تابش: پرتوهای گاما و الکترونهای شتابدار در عقیمسازی عالی هستند. پلاسمای گازی. اصل ترجیحی برای عقیم سازی از طریق گرما است، اتوکلاو پرکاربردترین روش برای دستیابی به آن است. در اجاق با هوای خشک، دو ساعت طول می کشد تا اسپورهای باکتری کلستریدیوم بوتولینیوم (مرتبط با مواد غذایی کنسرو شده) در دمای 160 درجه سانتی گراد از بین برود. با استفاده از بخار اشباع شده، همان هاگ ها تنها در 5 دقیقه در دمای 121 درجه سانتیگراد از بین می روند و ثابت می کند که گرمای مرطوب موثرتر از گرمای خشک است. طراحی و کنترل اتوکلاو برای موثر بودن در برابر باکتری ها و ویروس های تشکیل دهنده هاگ، اتوکلاوها باید: بخار در تماس مستقیم با مواد استریل شده باشد (یعنی بارگیری اقلام بسیار مهم است). به منظور جابجایی تمام هوای موجود در اتوکلاو و جایگزینی آن با بخار، خلاء ایجاد کنید. یک طرح کنترل خوب طراحی شده برای تخلیه بخار و خنک سازی به طوری که بار از بین نرود، اجرا کنید. کارایی فرآیند استریلیزاسیون به دو عامل عمده بستگی دارد. یکی از آنها زمان مرگ حرارتی است، یعنی زمانی که میکروب ها باید قبل از اینکه همه بمیرند در دمای خاصی در معرض آن قرار گیرند. عامل دوم، نقطه مرگ حرارتی یا دمایی است که در آن همه میکروب های یک نمونه کشته می شوند. بخار و فشار اطمینان حاصل می کند که گرمای کافی به ارگانیسم منتقل می شود تا آنها را از بین ببرد. یک سری از پالس های فشار منفی برای خلاء کردن تمام حفره های هوا استفاده می شود، در حالی که نفوذ بخار با اعمال پی در پی پالس های مثبت به حداکثر می رسد. سیکل های فشار معمولی که در اتوکلاوها استفاده می شود عبارتند از: 1. چرخه برای پارچه ها، واحدهای فیلتر مونتاژ شده و بارها را دور بریزید. 2. چرخه برای پلاستیک آزمایشگاهی و ظروف شیشه ای. 3. چرخه عمدتا برای دور انداختن بارها استفاده می شود. عملکرد فرآیند را می توان با نظارت بر تغییرات رنگ روی نوار نشانگر که اغلب بر روی بسته ها یا محصولاتی که قرار است اتوکلاو می شوند، تأیید کرد. از شاخص های بیولوژیکی مانند گواهینامه ها نیز می توان استفاده کرد. اینها حاوی هاگهای باسیلوس استروترموفیلوس هستند که از سختترین موجوداتی هستند که اتوکلاو باید از بین ببرد. پس از اجرا در اتوکلاو، شیشه داخلی در ویال Attest شکسته می شود و به هاگ ها اجازه می دهد تا به یک محیط مایع دیفرانسیل تبدیل شوند. اگر اتوکلاو هاگ ها را از بین برده باشد، محیط به رنگ آبی باقی می ماند. در غیر این صورت، هاگ ها متابولیزه می شوند و پس از دو روز انکوباسیون در دمای 56 درجه سانتی گراد، باعث تغییر رنگ زرد می شوند. بنابراین یک سیستم کنترل باید انعطاف پذیری را در روشی که در آن کنترل دقیق و قابل تکرار استریلیزاسیون به دست می آید فراهم کند و شامل ویژگی های زیر باشد: کنترل حلقه دقیق با برنامه نویسی پروفایل تعیین شده سیستم مدیریت دستور غذا برای پارامترسازی آسان کنترل متوالی برای استراتژی های کنترل پیچیده جمع آوری امن داده های آنلاین از سیستم عقیم سازی برای تجزیه و تحلیل و شواهد صفحه نمایش اپراتور محلی با گرافیک واضح و دسترسی کنترل شده به پارامترها EyconTM Visual Supervisor یک راه حل ایده آل برای این برنامه است
How do autoclaves sterilize materials? Firstly, air is removed from the autoclave chamber in order to create a very low-pressure environment. Moist heat, in the
form of steam, in this case, is far more reliable than dry heat in destroying microorganisms and spores as it transfers heat more effectively, thus all trapped air is removed to ensure that the steam is not diluted by air. It should be noted that lower temperatures of moist heat are able to destroy contaminants as effectively as much higher temperatures of dry heat, allowing more fragile materials such as clothing to be sterilized. The air may be removed by vacuum pumps or other methods such as downward displacement. Steam is then pumped into the autoclave chamber to a pressure of approximately 100 kPa, usually at around 121⁰C for fifteen minutes, though this may be adjusted depending on requirements. Sterilization cycles of 134⁰C for just three minutes are also common. The water source used to generate the steam is usually purified beforehand, and monitoring systems are in place in larger installations to ensure that the steam does not introduce additional contaminants. The dryness or wetness of steam refers to the amount or number of liquid water droplets contained within it. Steam that is 100% dry will contain no water droplets, while wet steam contains many. Additionally, dry steam has a larger volume, as some of its components are in the denser liquid form, and also higher enthalpy and entropy, meaning that it is hotter while possessing the same energy. However, 100% dry steam is less efficient at transferring heat, and so sterilizing an object. Therefore, steam of around 3% wetness is frequently used in autoclaves to create an optimum between the high temperature and pressure of dry steam, and the heat transfer ability of wet steam. Following the application of steam, a short drying procedure takes place The length of drying time depends on various factors including the wetness of the steam. Modern autoclaves are suitable for sterilizing almost any object that is able to survive the high temperatures and pressures of the cleaning process. This means that some types of plastics cannot be sterilized using an autoclave. They are available in a variety of sizes, from small tabletop instruments to large chambers of several meters in each dimension.
ابتدا هوا از محفظه اتوکلاو خارج می شود تا یک محیط کم فشار ایجاد شود. گرمای مرطوب، به شکل بخار، در این مورد، در از بین بردن میکروارگانیسمها و هاگها بسیار قابل اعتمادتر از گرمای خشک است، زیرا گرما را به طور مؤثرتر منتقل میکند، بنابراین تمام هوای محبوس شده حذف میشود تا اطمینان حاصل شود که بخار توسط هوا رقیق نمیشود. لازم به ذکر است که دماهای پایین تر گرمای مرطوب می توانند آلاینده ها را به همان اندازه دمای بالاتر گرمای خشک از بین ببرند و به مواد شکننده تری مانند لباس اجازه می دهند که استریل شوند. هوا ممکن است توسط پمپ های خلاء یا روش های دیگر مانند جابجایی رو به پایین حذف شود. سپس بخار به محفظه اتوکلاو تا فشار تقریباً 100 کیلو پاسکال، معمولاً در حدود 121 درجه سانتیگراد به مدت پانزده دقیقه پمپ می شود، اگرچه ممکن است بسته به نیاز تنظیم شود. چرخه های استریلیزاسیون 134 درجه سانتیگراد به مدت تنها سه دقیقه نیز رایج است. منبع آبی که برای تولید بخار استفاده میشود معمولاً از قبل تصفیه میشود و سیستمهای نظارتی در تأسیسات بزرگتر وجود دارند تا اطمینان حاصل شود که بخار آلایندههای اضافی وارد نمیکند. خشکی یا مرطوب بودن بخار به مقدار یا تعداد قطرات آب مایع موجود در آن اشاره دارد. بخاری که 100٪ خشک است بدون قطرات آب است، در حالی که بخار مرطوب حاوی بسیاری از قطرات آب است. علاوه بر این، بخار خشک حجم بیشتری دارد، زیرا برخی از اجزای آن به شکل مایع متراکم تر هستند و همچنین آنتالپی و آنتروپی بالاتری دارد، به این معنی که در عین داشتن انرژی یکسان، گرمتر است. با این حال، بخار 100٪ خشک در انتقال گرما و بنابراین استریل کردن یک شی کارایی کمتری دارد. بنابراین، بخار با رطوبت حدود 3 درصد اغلب در اتوکلاوها برای ایجاد یک بهینه بین دما و فشار بالا بخار خشک و توانایی انتقال حرارت بخار مرطوب استفاده می شود. پس از استفاده از بخار، یک روش خشک کردن کوتاه انجام می شود. مدت زمان خشک شدن به عوامل مختلفی از جمله مرطوب بودن بخار بستگی دارد.
اتوکلاوهای مدرن برای استریل کردن تقریباً هر جسمی که قادر به تحمل دما و فشار بالا در فرآیند تمیز کردن است مناسب است. این بدان معنی است که برخی از انواع پلاستیک ها را نمی توان با استفاده از اتوکلاواستریل کرد. آنها در اندازه های مختلف، از ابزارهای کوچک رومیزی گرفته تا اتاقک های بزرگ چند متری در هر بعد موجود هستند.
معمولاً دمای کاری سیکل استریل 121 تا 134 درجه سانتیگراد است. در این دما و تحت فشار 2/2 تا 1/2 بار میکروارگانیسمها از بین میروند. برخی از ابزارها، قدرت تحمل دمای 134 درجه را ندارند و برای استریل کردن آنها باید از سیکل 121 درجه استفاده کرد.
جهت سفارش و یا اطلاعات بیشتر درباره اتوکلاو بوعلی به سایت ما مراجعه فرمایید پاسخ گویی 24 ساعته
تمامی اتوکلاوها در قسمت صفحه نمایش دارای کلیدهایی جهت انتخاب نوع سیکل برحسب دما و نوع بار استریل دارند که قبل از شروع استریل سازی باید آن سیکل را انتخاب کرد. برحسب نوع سیکل انتخاب شده مدت زمان استریل سازی متفاوت خواهد بود.
شرکت تولیدی دانش بنیان سلامت صنعت بوعلی تولید کننده انواع اتوکلاو بیمارستانی . بخار . پلاسما . ایرانی . رومیزی
اولین گزینه که در هنگام خرید این دستگاه باید به آن توجه داشت قیمت اتوکلاو ایرانی است. این مسئله یک مولفه ی مهم برای خریداران است به صورتی که اگر قیمت با توجه به کیفیت مناسب باشد خریداران اقدام به خرید دستگاه اتوکلاو خواهند کرد.قیمت اتوکلاو ایرانیدر مقایسه با نمونه های خارجی مقرون به صرفه تر بوده و از قیمت مناسب تری برخوردار هستند.
یکی دیگر از مولفه های مهم در هنگام خریدن اتوکلاو ایرانی بحث کیفیت است. انواع اتوکلاوهای تولید شده در کشور با توجه به قیمتی که دارند از سطح قابل قبول کیفی برخوردار هستند. این مسئله تا حدی است که در مقایسه با برندهای خارجی وارد شده دستگاه های تولید شده در کشور ایران از کیفیت مناسبی برخوردار هستند.
بی شک یکی از مهم ترین ویژگی های اتوکلاوهای تولید شده در داخل ایران همین مسئله است. خدمات پس از فروش به خریداران امکان می دهد که به سادگی به قطعات مصرفی مورد نظرشان دسترسی داشته باشند که این امر باعث اطمینان خاطر مشتریان خواهد شد.
این محصولات معمولا از خدمات پس از فروش طولانی مدت به همراه گارانتی های بی قید و شرط 2 الی 3 سال برخوردار هستند. مطمئنا این ویژگی با هیچ کدام از محصولات خارجی قابل مقایسه نخواهد بود.
روش های استریل کردن
در هنگام خرید دستگاه اتوکلاو باید به این مسئله توجه داشته باشید که چه روش هایی برای استریل سازی مورد نظر شما است و با توجه به آن دستگاه مورد نظرتان را انتخاب کنید. در کل چهار روش اصلی برای استریل سازی وجود دارد که شامل:
تابش
گرما یا حرارت
فاز پلاسما
گاز است که هر کدام از این روش ها خود دارای زیر شاخه های مختلفی هستند که بر اساس نیازتان می توانید اتوکلاو دارای آن روش را انتخاب کنید.
کلاس های مختلف اتوکلاو
طبقه بندی اتوکلاوها معمولا براساس حجم محفظه استریل انجام می پذیرد. براساس استاندارد های موجود در دنیا 3 کلاس اتوکلاو موجود است که در ادامه به معرفی آن ها خواهیم پرداخت.
اتوکلاوهای کلاسB شرکت سلامت صنعت بوعلی : اگر به معنای دقیق کلمه به دنبال استریل کننده های واقعی هستید این نمونه یک گزینه مطلوب برای شما به شمار می رود. روش کار این نوع اتوکلاو به شکل یک چرخه ی از پیش تعیین شده است که از تزریق متناوب بخار و خلاء تشکیل شده است. روند کار این دستگاه به این شکل است که یک مرحله جهت استریل کردن است و در مرحله ی بعدی فرایند خشک کردن با خلاء انجام می پذیرد. معمولا این نوع اتوکلاو ها را برای استریل کردن موارد پزشکی پیشنهاد می شود.
اتوکلاو کلاسNشرکت سلامت صنعت بوعلی : این نوع اتوکلاو را معمولا برای استریل کردن وسایلی به کار می برند که فاقد بسته بندی هستند و روش کار آن ها به شکل ضدعفونی به وسیله ی بخار است.
اتوکلاوهای کلاسS شرکت سلامت صنعت بوعلی : این کلاس از اتوکلاوها دارای کلاس غیر اختصاصی هستند و علائم آن ها به وسیله ی سازنده مشخص می گردد
موقعیت استفاده از اتوکلاوها
معمولا از این استریلایزرها در همه ی واحدهای بیمارستانی استفاده می شود. اتو کلاوها در 3 زمینه بهداشتی مورد استفاده قرار می گیرند که انتخاب آن ها براساس این موقعیت ها صورت می گیرد که در ادامه به معرفی آن ها خواهیم پرداخت.
بخش پزشکی یا بیمارستانی شرکت سلامت صنعت بوعلی : در حالت کلی بیمارستان ها دارای یک بخش هستند که وظیفه ی دارند تجهیزات و وسایل بیمارستانی را استریل کنند از این رو وجود اتوکلاوهای با حجم بزرگ در این مکان ها الزامی است.
آزمایشگاهی شرکت سلامت صنعت بوعلی : در آزمایشگاه ها وسایل و ابزار آلاتی وجود دارند که برای استریل سازی آن ها اتوکلاوهایی مورد استفاده قرار می گیرد که مناسب استریل سازی ظروف شیشه ای و سایر ابزار آلاتی است که در آزمایشگاه ها مورد استفاده قرار می گیرد.
دندانپزشکی: این بخش از خدمات پزشکی استریل سازی را به عنوان یکی از ضروریات کار خود می داند و به شکل معمول از از اتوکلاو های کلاسBکه بسیار قوی هستند استفاده می کند.
مدل دستگاه اتوکلاو شرکت سلامت صنعت بوعلی
روشی که توسط کاربران برای استریل کردن انتخاب می شود به عواملی مثل سایز، ظرفیت و فضای موجود در دستگاه اتوکلاو بستگی دارد.
با توجه به ظرفیت و فضای موجود در این دستگاه ها و همچنین امکان دسترسی به محیط استریل اتوکلاو این دستگاه ها را به شرح ذیل طبقه بندی می کنند:
اتوکلاوهای استریل کننده عمودی شرکت سلامت صنعت بوعلی : طراحی این دستگاه ها به شکلی است که از قسمت بالا می توانید به فضای استریل دسترسی داشته باشید.
اتوکلاوهای استریل افقی همان طور که از نام آن ها پیدا است دسترسی به محیط استریل از قسمت جلو دستگاه صورت می گیرد.
اتوکلاوهای استریل رومیزی شرکت سلامت صنعت بوعلی: این نوع از اتوکلاوها معمولا حجم کمی را اشغال می کنند به شکلی که امکان دارند بر روی یک میز قرار بگیرند. از این دستگاه ها معمولا به عنوان دستگاه های پشتیبان برای بخش های بیمارستانی استفاده می کنند.
دستگاه های استریل شرکت سلامت صنعت بوعلی با ظرفیت بالا: معمولا این دستگاه ها فضای زیادی را اشغال می کنند و به دلیل ظرفیت بالایی که دارند از آن ها به عنوان استریل سازی مرکزی استفاده می کنند.
راهنمای نگهداری از اتوکلاو ها شرکت سلامت صنعت بوعلی
خرید تجهیزات دندانپزشکییک سرمایه گذاری مالی قابل توجه است و اگر این تجهیزات دچار مشکل شوند، تعمیر یا جایگزینی آن میتواند هزینه بر باشد. بسیاری از تجهیزات دندانپزشکی از قسمتهای کوچک تشکیل شده اند که بسیار پیچیده و حساس هستند و میتوانند در اثر قدیمی شدن و استفاده مداوم آسیب ببینند. تجهیزات معیوب خطری بالقوه را برای بیمار به همراه دارد. به همین دلیل، اگر به پروتکل های نگهداری این وسایل پایبند نباشید، میتوانید بیماران خود را به طور ناخواسته در معرض خطر قرار دهید. در این مقاله راه های نگهداری از اتوکلاو دندانپزشکی را به شما آموزش میدهیم.
همچنین برایخرید اتوکلاو دندانپزشکیمیتوانید به سایت معتبر جهان دنتال مراجعه کنید.
برای اطمینان از به حداقل رسیدن خطر خرابی تجهیزات، باید بررسی کلیه تجهیزات، بررسی سن و آخرین تاریخ سرویس هر قطعه انجام شود. از سال 1998، این قانون تصویب شد که همه دستگاه های پزشکی باید “CE” بر روی آنها علامت گذاری شده باشد تا نشان دهد محصول با کیفیت بالا ساخته شده است و طبق استانداردهای ایمنی و بهداشت تولید شده است. این قانون خاص برای محافظت از بیمار و کاربر در برابر محصولات کم رضایت بخشی که بی خطر نیستند، وضع شده است. هنگام خرید تجهیزات جدید حتماً مطمئن شوید با تجهیزات فعلی سازگار است و مناسب است و به یاد داشته باشید ارزان ترین گزینه همیشه بهترین نیست.
وجود اتوکلاو ها در مطب های دندانپزشکی بسیار ضروری و لازم است. اما بخاطر بسپارید که آن ها انرژی بالقوه و قابل توجهی را ذخیره میکنند و باید از آن ها به صورت جدی مراقبت کرد. در صورت استفاده صحیح و مراقبت از آن، اتوکلاو شما خدمات طولانی و مطمئن تری را ارائه میدهد.
هرگونه نقص را به کارمندان مهندسی خود گزارش دهید. در صورت مشاهده خرابی یا نقص، آنها را در یک دفترچه ثبت کنید و با بخش خدمات تماس بگیرید. نتایج بازرسی های سالانه و دوره ای را ثبت کنید. هر 4 – 6 هفته برای بررسی های دوره ای توصیه میشود. قبل از شروع استفاده از دستگاه، دفترچه یادداشت را بررسی کنید، زیرا ممکن است شخص دیگری خطایی را ثبت کرده باشد که شما از آن آگاهی ندارید.
ملاحظه های کلی
انتخاب چرخه اتوکلاو
بررسی کنید که چرخه انتخاب شده تنظیمات صحیح مورد نیاز شما را داشته باشد.
استفاده از پروب بار
ضروری است که پروب بار (در صورت نصب) به طور مداوم مورد استفاده قرار گیرد و برای هر چرخه در یک موقعیت مشابه در محفظه قرار گیرد، با استفاده از یک بطری پر از آب.
جاگذاری تجهیزات
تکنیک جاگذاری ضعیف تجهیزات اغلب منجر به عدم اتوکلاو شدن کامل تجهیزات میشود زیرا هر هوای محصور شده ای میتواند از میکرو ارگانیسم ها محافظت کند. لازم به یادآوری است که باید فضای کافی بین مواد استریل شده باقی بماند تا تمام هوا توسط بخار خارج شود. ظروف خالی، فلاسک های گردن باریک و بطری ها باید به صورت وارونه قرار بگیرند تا از جمع شدن میعانات جلوگیری کرده و هوا از آنها تخلیه شود. محفظه به تمیز کردن مکرر نیاز دارد تا از آلودگی آب مخزن تخلیه توسط مایعات بار جلوگیری شود.
مانیتور ها را کنترل کنید تا اطمینان حاصل کنید که تمام شاخص ها و اطلاعات نمایش داده شده روی صفحه مطابق انتظار است. هرگونه خطا روی صفحه برجسته میشود و سیستم کنترل اتوکلاو به طور خودکار اقدامات لازم را انجام میدهد (یعنی در صورت بروز خطای حیاتی در روند اتوکلاو، چرخه را متوقف کنید).
واشر درب را از نظر آسیب و تمیزی بررسی کنید
با خاموش بودن اتوکلاو و باز بودن درب، واشر و سطوح جفت شده آن را از نظر وجود زباله، آسیب و خوردگی بررسی کنید. میتوانید آن را پارچه مرطوب تمیز کنید.
عملکرد درب
در را ببندید تا بررسی کنید همه عملکردها مطابق با کتابچه راهنمای کاربر درست است.
وضعیت آب
وضعیت آب را در مخزن آب یا فرورفتگی بررسی کنید. آگار، خون یا زباله های جامد میتوانند مشکلات و خرابی ایجاد کنند. ریختن هر یک از این موارد در هر اتوکلاو باعث انسداد لوله ها، شیرآلات و تخلیه و غیره میشود و باید حتما از آن جلوگیری شود.
مطلب پیشنهادی:5 نکته ساده برای افزایش عمر سنسور دندانپزشکی
نگهداری هفتگی اتوکلاو
شرکت سلامت صنعت بوعلی
علاوه بر نگهداری های معمول روزانه:
کاوشگر سطح آب را بررسی کنید (در صورت وجود)
اطمینان حاصل کنید که پروب سطح آب مرتباً بازرسی و در صورت لزوم تمیز میشود تا از تجمع رسوبات جلوگیری شود.
تمیز کردن محفظه
محفظه باید به میزان کافی تمیز شود تا از تجمع آلودگی در داخل آب یا کاوشگر سطح آب جلوگیری شود، و ما پیشنهاد میکنیم که برای یک اتوکلاو که به صورت روزانه استفاده میشود، محفظه باید هفته ای یک بار بررسی شود و در صورت لزوم مطابق با دفترچه راهنما تمیز شود. ریختن هر ماده ای در اتوکلاو باعث انسداد لوله ها، دریچه ها و زهکشی ها و غیره میشود و باید حتما از آن جلوگیری شود.
نظارت بر دما / فشار
در طول یک چرخه، همبستگی فشار سنج را در برابر فشار نمایش داده شده بررسی کنید.
ویژگی های ایمنی اتوکلاو
اتوکلاو برای جلوگیری از باز شدن درب هنگام فشار دادن محفظه و جلوگیری از فشار در صورت بسته نشدن درب، دارای قفل های ایمنی است. مقررات بهداشت و ایمنی انگلستان پیش بینی کرده است که یک فرد متخصص باید سیستم تعطیلی و انسداد را در فواصل منظم بازرسی کند. همه اپراتورها باید در استفاده از کنترل ها، روش های عملکرد دستگاه های ایمنی آموزش ببینند.
کاغذ چاپگر را بررسی کنید (در صورت نصب)
اگر اتوکلاو گزینه چاپ داده ها را دارد، رول کاغذ را بررسی کنید و در صورت لزوم آن را تعویض کنید.
چند نکته در نگهداری اتوکلاو ها
شرکت سلامت صنعت بوعلی
قبل از قرار دادن در اتوکلاو اطمینان حاصل کنید که وسایل خشک و تمیز هستند. محلول تمیز کننده اضافی را روی تجهیزات نریزید. زیرا این کار باعث میشود تا سریع تر تجمع ایجاد شود و دستگاه شما سخت تر کار کند.
در آب اتوکلاو فقط از آب مقطر استفاده کنید. خلوص آب واقعاً به افزایش عمر دستگاه کمک میکند تا اطمینان حاصل کند که کلسیم تجمع نمییابد و از خوردگی یا آسیب در اتوکلاو جلوگیری میکند.
اتوکلاو خود را بیش از 75 درصد ظرفیت نگهداری پر نکنید. این کار میتواند باعث آسیب جدی به قسمت های تخلیه دستگاه شود.
فیلترها و واشر درها را مرتباً تعویض کنید
هنگام تمیز کردن دستگاه از هرگونه آسیب یا ساییدگی آگاه باشید. رفع ترک خوردگی مهر و موم یا مشکلات دیگر میتواند با جلوگیری از خرابی عمده در آینده باعث صرفه جویی در وقت و دستگاه شما شود.
تمیز کردن هفتگی فیلترهای محفظه به طور چشمگیری به چرخه دستگاه شما برای عملکرد بهینه کمک میکند. این کار به تخلیه سیستم هیدرولیک – آب از محفظه کمک میکند.
زباله های مخزن آب را تخلیه کنید، تخلیه نکردن زباله مخرن آب باعث جمع شدن روزانه باکتری ها و محفظه های فاضلاب میشود
بسته به استفاده از دستگاه، اطمینان حاصل کنید که دستگاه در صورت لزوم توسط یک تکنسین حرفه ای تأیید صحت نگهداری شده است.
شیر برقی چیست و چگونه در اتوکلاو ایرانی سلامت صنعت بوعلی عمل میکند ؟
شیر برقی یا سلونوئید ولو یکی از شیر های الکترومکانیکی کنترلی در صنایع مختلف است. از شیر برقی برای قطع و وصل کردن جریان مایعات و یا گاز ها استفاده می شود. سلونوئید ولو برای باز و بسته و یا چرخش شیر از نیروی الکتریکی استفاده می کند. شیر برقی قادر است تا انرژی الکتریکی را به انرژی مکانیکی تبدیل کرده و سپس جریان مایعات و یا گاز ها قطع و یا وصل کند. این شیر ها از جمله پر استفاده ترین و پر کاربرد ترین ابزار ها در مدار های گازی و یا مدار هایی که با مایعات سر و کار دارند هستند. در این مقاله از سری مقالات آموزشیالکترو پنوماتیک آرادقصد داریم تا پاسخ سوال شیر برقی چیست را به طور کامل بدهیم و شما را با کاربرد های مختلف آن آشنا کنیم.
سلونوئید ولو چیست ؟
اگر بخواهیم یک تعریف جامع از شیر های برقی داشته باشیم می توانیم آن ها را به عنوان شیر های الکترو مکانیکی که برای کنترل جریان مایعات و گاز ها بکار می روند معرفی کنیم. از این شیر ها کنترلی در سیستم های پنوماتیک و هیدرولیکی بسیار استفاده می شود. باز و بسته شدن این دسته از شیر ها به کمک جریان الکتریکی و یا برق صورت می گیرد.
سلونوئید چیست ؟
این ابزار معمولاً در راهاندازی شیر برقی به کار میرود. کار کرد دقیق این وسیله این است که جریان برق را تبدیل به حرکت خطی و در نهایت نیروی مکانیکی مینماید.
اجزاء سلونوئید کدامند؟
قاب:این قسمت از سلونئید از جنس ورق فولاد میباشد و کار برد آن این است که در زمان اتصال جریان برق به سیم پیچ، نقش آهنربا را ایفا کرده و باعث به حرکت درآمدن سنبه میشود. سیم پیچ:قسمتی از سلونوئید است که از پیچیده شدن یک سیم مسی ساخته شده است. هر لایه از این سیم به واسطهی یک قطعه کاغذ چرب و عایق از یکدیگر جدا میشوند و کل قسمت سیم پیچ به وسیله ی یک عایق لاکی محافظ در برابر رطوبت پوشش داده میشود. سنبه سلونوئید:این قسمت در واقع یک جزء متحرک در درون سلونوئید میباشد که از لایههای فولاد تشکیل میشود. این لایهها هیچ حرکتی نسبت به یکدیگر ندارند.
همانطور که اشاره کردیم در مدار هایی که در آن ها سیالات جریان دارند، سلونوئید ولو ها بسیار پر کاربرد و پر استفاده هستند. از جمله کاربرد های این شیر های کنترلی می توان به موارد زیر اشاره کرد:
کنترل کردن شیر های صنعتی بزرگ
کنترل کردن سیستم های آبپاش صنعتی و اتوماتیک
قابل استفاده در صنایع نفت، گاز و پتروشیمی
قابل استفاده در ماشین های لباسشویی و ظرفشویی
کنترل سیلندر خودروها
کنترل کردن سیال های وارد شده به موتور
کنترل کردن سیستم های پر قدرت بادی و هیدرولیکی
سیستم های تصفیه آب
کمپرسور ها
وسایل آنالیز خون
بیشتر بخوانید – کلید محافظ جان چیست ؟
اجزای شیر برقی چیست ؟
اگر بخواهیم اجزای شیر های سلونوئید رو به بشناسیم می توانیم آن ها را به دو قسمت عمده زیر تجزیه کنیم:
شیر اصلی یا همان بدنه شیر که سلونوئید به آن متصل شده است.
سلونوئید
حال هر یک از قسمت ها به اجزای مختلفی تقسیم می شوند که در ادامه به آن ها خواهیم پرداخت.
قسمت های مختلف بدنه شیر سلونوئید چیست؟
قسمت ورودی
قسمت خروجی
دیافراگم
فنر دیافراگم
سلونوئید یا بوبین شیر برقی از چه قسمت های تشکیل شده است ؟
سیم پیچ
میله آهنی
فنر
شیر کنترلی
کانال کنترلی
نحوه کار شیر برقی چگونه است ؟
همانطور که اشاره کردیم قسمت سلونوئید از سیم پیچ تشکیل شده است. با عبور دادن جریان الکتریکی از درون این سیم پیچ یک میدان مغناطیسی ایجاد می کنیم. این میدان مغناطیسی دقیقا همان فاکتوری است که عملکرد شیر را کنترل می کند. هنگامی که میدان مغناطیسی درون شیر ایجاد شد، پیستون آن به سمت بالا حرکت کرده و اجازه عبور جریان را می دهد.
در بیشتر سیستم های کنترلی بسیار حائز اهمیت است که بتوانیم جریان را به مدار وارد و یا آن را قطع کنیم. همچنین داشتن کنترل بر روی این جریان از دیگر نکات مهم در سیستم های کنترلی است. شیر برقی دقیقا همان وسیله ای است که این قابلیت ها را در اختیار ما می گذارند. شیر های برقی را می توان به کمک کلید های الکتریکی ساده از راه دور کنترل کرد که از دیگر مزایای آن ها به شمار می رود. بنابراین اگر بخواهیم مزایای استفاده از شیر برقی را لیست کنیم می توانیم به صورت زیر عمل کنیم:
کاربرد های بالا با توجه به اجزا الکتریکی مختلف
کنترل جریان ورودی و خروجی به مدار
جریان مصرفی برق پایین
نگهداری ساده و آسان
تعمیرات راحت
پاسخ دهی بسیار سریع
صرفه جویی در مصرف انرژی
قابلیت کنترل از راه دور
قابلیت اطمینان بالا
دوام و ماندگاری زیاد
نکات مهم هنگام خرید شیر برقی چیست ؟
برای اینکه بتوانید یک شیر سلونوئید خوب و مناسب را خریداری کنید باید یک سری نکات را در نظر داشته باشید. از جمله نکات مهم خرید شیر برقی می توان به موارد زیر اشاره کرد:
ولتاژ ورودی: اینکه شیر از ولتاژ AC و یا DC ساپورت می کند یا خیر و مقدار ولتاژ شیر در چه بازه ای است
حداکثر زمان روشن بودن
اندازه دهانه شیر چه سایزی باشد تا بتوانیم شیر را متناسب با لوله ای که قصد داریم بر روی آن نصب کنیم تهیه کنیم
فشار قابل تحمل شیر برقی چند بار است
سیالات و موادی که قرار است از داخل شیر عبور کنند از چه نوعی هستند
شیرهای پنوماتیک واحد کنترل کننده سیستم های پنوماتیک هستند. این شیرها تجهیزاتی هستند که موظف به کنترل سرعت، دبی و فشار هوای عبوری در سیستم های پنوماتیک هستند. انتقال قدرت در سیستم های پنوماتیک به کمک نیروی هوای فشرده انجام می شود و از این رو اطلاع از وظایف و نحوه عملکرد اجزاء کنترلی بسیار مهم بوده و از اساسی ترین وظایف طراح است. در صورت انتخاب نادرست شیر پنوماتیک، مدار مطابق برنامه عمل نخواهد کرد و در نهایت هدفی که از طراحی سیستم انتظار داشتیم محقق نخواهد شد. به طور کلی شیرهای پنوماتیک با وارد کردن نیرو توانایی کنترل مسیر هوا را دارند و می توانند آن را قطع و وصل کنند. در شیرهای دستی این کنترل به صورت وارد کردن نیرو با دست انجام می شود و در شیرهای برقی، جریان الکتریکی است که موظف به کنترل و تحریک شیر است. جریان الکتریکی باعث ایجاد خاصیت آهنربایی بوبین شده و به این ترتیب منجر به ایجاد نیروی لازم برای تغییر وضعیت شیر پنوماتیک خواهد شد.
انواع شیر پنوماتیک
روش های مختلفی برای طبقه بندی شیر ها وجود دارد که در ادامه دو نوع دسته بندی که جزء روش های مرسوم است را اشاره می کنیم. شیر ها از منظر نوع عملکرد به سه دسته اصلی تقسیم می شوند:
شیر پنوماتیک کنترل جهت
شیر پنوماتیک کنترل فشار
شیر پنوماتیک کنترل جریان
شیر پنوماتیک پروپرشنال
شیر پنوماتیک ماژولار
علاوه بر دسته بندی های ذکر شده، بهتر است این نکته را به خاطر داشته باشیم در دسته بندی کلی، دو نوع شیر پنوماتیک وجود دارد و تفاوتشان در این است که در نوع اول آنچه کنترل می شود هوا یا گازی بی اثر است و الزاما سیستم کنترل این شیرها با هوا نیست. در نوع دوم این شیرها سیال کنترل شونده چیزی غیر از هوا است. به عنوان مثال آب، روغن یا هر سیال دیگری خواهد بود و این بار سیستم کنترل کننده این سیال به صورت پنوماتیکی است. البته معمولا به شیرهای گروه دوم شیرهای محرک پنوماتیکی گفته می شود. لازم به تاکید است که آنچه در اینجا توضیح داده می شود، در دسته اول قرار گرفته و در اصل سیال آنها پنوماتیکی است. البته انواع شیر پنوماتیک را طبق پارامترهای اصلی شیر به روش های دیگری نیز طبقه بندی می کنند که نمونه هایی از آن عبارتند از:
تعداد پورت های ورود و خروج شیر
نحوه باز و بسته شدن شیر یا موقعیت های شیر
تعداد مسیرهای جریان
شیر پنوماتیک کنترل جهت
شیرهای کنترل جهت پنوماتیکبه وسیله باز یا بستن گذرگاه دبی خروجی را کنترل می کنند و در نهایت به این وسیله جهت حرکت شفت یا میله جک را می توان کنترل کرد. به طور کلی این شیر ها به دو دسته ی شیر های قطع و وصل جریان و یکسو کننده جریان تقسیم می شوند. عناصر و بخش های تشکیل دهنده شیرها شامل سه دسته ی زیر است:
عناصر ورودی که به آن عناصر سیگنال دهنده هم می گویند.
عناصر پردازنده
عناصر کنترل کننده
همانطور که از نام این شیر مشخص است؛ شیر های قطع و وصل موظف به قطع و وصل کردن جریان است و شیر های یکسو کننده جریان را در یک جهت عبور داده و در جهت دیگر اجازه عبور را نمی دهند.
شیر پنوماتیک کنترل فشار
برای تنظیم فشار مخزن ازشیر کنترل فشار پنوماتیکاستفاده می شود؛ در واقع به کمک این شیر ها می توان فشار ثابتی را در سیستم حفظ کرد. همانطور که در شکل زیر می بینیم؛ این شیر ها به کمک یک فنر و تنظیم آن فنر روی فشار خاصی کار می کنند. هرگاه فشار کاری از حد تعریف شده برای فنر بیشتر شود؛ باعث جمع شدن فنر شده و در نتیجه مابقی سیال تخلیه خواهد شد؛ به این ترتیب فشار سیستم کنترل می شود.
شیر های تنظیم کننده فشار در اصل با ثابت نگه داشتن فشار فارغ از هر نوع نوسان ایجاد شده در سیستم فشار ثابتی ایجاد می کند.
شیرهای پنوماتیک کنترل جریان
شیرهای کنترل جریان پنوماتیکبا ایجاد گلویی در یک جهت خاص در سیستم، مسیر عبور هوا را محدود می کند یا افزایش می دهد و در نتیجه جریان کنترل خواهد شد. این دسته از شیر ها را طبق طراحی می توان روی سیلندر یا در نقاط مختلف سیستم نصب کرد.
از نظر نوع تحریک، شیر ها در انواع مختلف زیر ارائه می شوند:
دو دسته تحریک برقی (Solenoid) و تحریک دستی از دو نوع پرکاربرد و مرسوم شیرهای پنوماتیکی هستند. در حالت دستی به کمک اهرم شیر تحریک شده و فرمان مد نظر را انجام می دهد. در مدل های برقی این جریان الکتریکی است که با اعمال نیروی الکتریکی و ایجاد خاصیت آهنربایی نیروی مورد نیاز جهت تغییر، قطع و وصل هوا و تنظیم مقدار جریان را فراهم می کند.
طراحی سیستم های کنترلی الکتریکی و ساخت آنها با استفاده از شیر های کنترل برقی امکان پذیر است؛ این دسته از شیر ها دارای بوبین (Solenoid) بوده که با انواع ولتاژها قابل تحریک هستند.
نماد شماتیک شیر پنوماتیک
تصاویر زیر نماد شماتیکی برای تعدادی از روش های تحریک شیر ها می باشد.
نماد شیر پنوماتیک
تحریک مکانیکی (بادامکی)
پدال پایی
سلونوئیدی پیلوت دار
عملکرد سلونوئیدی
دستی با دکمه فشاری
دستی با اهرم دستی
عملکرد پیلوتی
در ادامه برای آشنایی و درک بهتر اختصارات موجود در پلاک یک شیر پنوماتیکی، یک نمونه را مورد تحلیل و بررسی قرار می دهیم.
آنچه به عنوان نماد شماتیک روی پلاک شیر پنوماتیک مشاهده می شود، مشابه شکل زیر است.
هر کدام از حروف به کار رفته در نماد بالا دارای مفاهیم استانداردسازی شده طبق جدول زیر هستند.
نماد شماتیک روی پلاک شیر پنوماتیک
حروف
معنی
P
ورودی شیر
S, R
تخلیه هوا
B, A
خروجی شیر
پورت P:اصطلاحا به این پورت، پورت فشار یا منبع تغذیه گفته می شود چراکه این پورت محل ورود هوای فشرده به شیر است. لازم به یادآوری است که این پورت به خروجی کمپرسور متصل است.
پورت A و B:این پورت ها مستقیم به عملگری که قرار است به حرکت درآورده شود اتصال دارند تا در سیستم پنوماتیکی از هوای خروجی بهره برداری لازم به عمل آید.
پورت S و R:این دو پورت به منظور تخلیه هوا طراحی و تعبیه شده اند و به آنها پورت اگزوز یا تخلیه می گویند.
لازم به یاد آوری است که در اصل آنچه روی پلاک شیر رسم می شود تصویری از دیاگرام داخلی شیر در حالت ابتدایی (توقف) است. در شکل زیر انواع وضعیت های قبل از تحریک شیر را مشاهده می کنیم.
نحوه نام گذاری شیر های پنوماتیک
اکثر شرکت های تولید کننده شیر های پنوماتیکی طبق استانداردی تحت عنوان ISO-1210-1 عمل می کنند. طبق این استاندارد تعداد وضعیت ها و راه های شیر به کمک اعداد بیان می شوند. به عنوان مثال نماد شماتیکی نشان داده شده در بالا یک شیر پنوماتیکی 2-5 است (همواره ابتدا تعداد پورت ها و سپس تعداد وضعیت های شیر بیان می شود.) و به این معناست که این شیر دارای 5 پورت و 2 وضعیت است که:
حالتی که شیر تحریک نشده است را عموما حالت اول می نامند. در این وضعیت پورت ورودی شیر (P) به پورت خروجی شیر (A) متصل است و همچنین پورت خروجی شیر (B) به پورت (S) متصل است و در نتیجه هوای فشرده تخلیه می شود. نکات بیان شده به راحتی با توجه به نماد شماتیکی شیر پنوماتیکی مشخص می شود.
حالت دوم زمانی به وجود می آید که ولتاژ به شیر وارد می شود و اصطلاحا شیر در حالت تحریک قرار دارد. در این وضعیت پورت ورودی (P) به پورت خروجی شیر (B) متصل شده و نیز پورت ورودی (A) به پورت (R) متصل شده و به این ترتیب هوای فشرده تخلیه می شود.
کاربرد و مشخصات ورق استیل 316 در چنبر اتوکلاو ایرانی شرکت سلامت صنعت بوعلی
استیل 316 آلیاژی فولادی از کروم نیکل مولیبدن است. این گرید نیز مانند استیل 304 آلیاژی آستنیتی از استنلس استیل است که به منظور بهبود مقاومت به خوردگی عنصر مولیبدن به ترکیب شیمیایی آن اضافه شدهاست.
مولیبدن موجب میشود مقاومت به خوردگی و خوردگی شکافی در محیطهای حاوی کلراید افزایش یابد. استیل 316 در مواجهه با اسیدهای با قدرت اکسید کنندگی بالا(مانند اسید نیتریک) مقاومت به خوردگی اش کاهش میابد.
آلیاژهای آستنیتی فولاد زنگ نزن غیر مغناطیسی هستند اما با انجام کار سرد روی آنها ممکن است کمی مغناطیسی شوند که به منظور از بین بردن مغناطیس ورق استیل 316 را پس از کار سرد آنیل میکنند تا دوباره غیر مغناطیسی یا اصطلاحا نگیر شود.
ورق استنلس استیل 316 قابلیت شکلدهی و جوشکاری عالی دارد و از آن در کاربردهای گسترده ای استفاده میشود. قطعات نازک ساخته شده از ورق استیل 316 (با ضخامت کمتر از 6 میلیمتر) نیازی به عملیات حرارتی و بازپخت پس از جوشکاری ندارند.
استاندارد ورق استیل 316
گریدهای مختلف استیل 316 در استانداردهای متفاوت با نامهای مختلفی شناسایی میشوند که در جدول زیر برخی از این نامها ذکر شدهاند:
ASME
ASTM
JIS
DIN Name
DIN No
BS
UNS No
Grade
SA240
A240
Sus316
X5CrNiMo17-12-2
1.4401
316S31
S31600
316
-
-
Sus316l
X2CrNiMo17-12-2
1.4404
316S11
S31603
316L
-
-
-
-
-
316S51
S31609
316H
گریدL316 در واقع آلیاژ کم کربن استیل 316 است که مشکل رسوب کاربید در مرزدانه را هنگام جوشکاری و عملیات حرارتی برطرف کردهاست. بنابراین میتوان ورق استیلL316 را با ضخامت بیشتر از 6 میلیمتر به راحتی جوشکاری کرده و نگران رسوب کاربید در مرزدانه نبود. از ورق استیلH316 که آلیاژ پر کربن استیل 316 است برای کاربردهای دما بالا که نیاز داریم استحکام در آن دما بالا باقی بماند استفاده میشود. ریزساختار آستنیتی استیل 316 موجب شدهاست که استحکام ورق در دماهای پایین (تا 200- درجه سانتیگراد) هم به خوبی حفظ شود.
در جدول زیر درصد عناصر موجود در ترکیب شیمیایی آلیاژهای مختلف استیل 316 بیان شدهاست:
N
Ni
Mo
Cr
S
P
Si
Mn
C
%عناصر/آلیاژ
0.1
10-14
2-3
16-18
0.03
0.045
0.75
2
0.08
316
0.1
10-14
2-3
16-18
0.03
0.045
0.75
2
0.03
L316
-
10-14
2-3
16-18
0.03
0.045
0.75
2
0.04-0.1
H316
برخی از خواص فیزیکی و مکانیکی استیل 316 در جدول زیر بیان شدهاست:
(gr/cm3)دانسیته
8.027
مدول الاستیک(GPa)
193
(W/m.°K)هدایت حرارتی
16.3
(nΩ.m)مقاومت الکتریکی
740
استحکام کششی(MPa)
515
استحکام تسلیم(MPa)
205
محدوده ذوب(℃)
1390-1440
%ازدیاد طول
40
سختی(برینل)
217
مقاومتخوردگی استیل 316در محیطهای آبی حاوی 1000 میلیگرم کلراید در یک لیتر آب و دمای محیط بسیار خوب است اما این مقاومت برای آب با دمای 60 درجه سانتیگراد به میزان 300 میلیگرم کلراید در یک لیتر آب کاهش میابد. چون مقاومت به خوردگی استیل 316 در محیطهای نمکی و حاوی یون کلراید خوب است به عنوان گرید دریایی(marine) استنلس استیل نیز شناخته میشود. اما همان طور که در بالا اشاره شد مقاومت به خوردگی آن در محیطهای دریایی گرم خوب نیست و احتمال دارد زنگ زده شود. در شکل زیر مقاومت به خوردگی شکافی در مواجهه با یون کلراید برای آلیاژهای استیل 304، 316 وL940 نشان داده شدهاست:
تحمل دمایی استیل 316
استیل 316 مقاومت به اکسیداسیون خوبی در سرویسهای متناوب تا دمای 870 درجه سانتیگراد و در سرویسهای مداوم تا دمای 925 درجه سانتیگراد دارد. بهتر است برای استفاده از ورق استیل 316 در محیطهای آبی و محدوده دمایی 425 الی 860 درجه سانتیگراد احتیاط کنیم چون در این محدوده دمایی احتمال رسوب کاربید و خوردگی وجود دارد.
گریدL316 مقاومت خوبی در برابر رسوب کاربید دارد و میتوان از آن در محدوده دمایی ذکر شده در بالا که ورق 316 حساس به رسوب کاربید است استفاده کرد. گریدH316 استحکام خوبی در دماهای بالا دارد و از آن برای استفاده در کاربردهایی که دما بالای 500 درجه سانتیگراد است و به سیستم فشار وارد میشود مورد استفاده قرار میگیرد.
برای آنیل استیل 316 را تا دمایی بین 1010 الی 1120 درجه سانتیگراد گرم کرده سپس به سرعت کوئینچ میکنند. استیل 316 نیز مانند سایر گریدهای آستنیتی قابلیت سخت شدن با عملیات حرارتی را ندارد اما کار سرد موجب افزایش استحکام و سختی آن میشود.
ورق استیل 316 را میتوان با تمامی روشهای استاندارد همجوشی جوشکاری کرد و به منظور دستیابی به بیشترین مقاومت به خوردگی مقاطع ضخیم(با ضخامت بیشتر از 6 میلیمتر) ساخته شده از ورق استیل 316 را پس از جوشکاری تحت عملیات حرارتی قرار میدهند.
برای کار گرم(Hot Working) رویورق استیل 316آن را تا دمایی بین محدوده 927 الی 1204 درجه سانتیگراد گرم کرده سپس کار گرم روی آن انجام میشود. در ادامه به منظور رسیدن به ماکزیمم مقاومت به خوردگی باید در دمای 1900 درجه سانتیگراد آنیل شده و در آب کوئینچ شود.
وزن ورق استیل 316
مانند هر مقطعی وزن ورق استیل 316 را با توجه به ابعاد، ضخامت و دانسیتهاش محاسبه میکنند. ما در سایت تجارت فلز به شما کمک میکنیم تا با مشخص کردن ابعاد و ضخامت ورق استیل 316 وزن آن را محاسبه کنید.
فرمول چگالی طبق معادله زیر محاسبه میشود:
ρ=mV ρ→چگالی m→وزن V→حجم
برای محاسبه حجم طول، ضخامت و عرض ورق را در هم ضرب میکنیم. مقدار چگالی ورق استیل 316 را داریم و با کمک معادله بالا وزن ورق استیل 316 محاسبه میشود.
کاربرد ورق استیل 316
با توجه به ویژگیهایی که استیل 316 دارد میتوان از آن برای کاربردهای مختلفی استفاده کرد مانند:
مانند هر قطعهای که در بازارهای صنعتی عرضه میشود قیمت استیل 316 نیز وابسته به قیمت مواد اولیهاش است. در استنلس استیلهای آستنیتی به منظور پایدار کردن فاز آستنیت در دمای اتاق از عنصر نیکل استفاده میشود که فلزی گرانبهاست. بنابراینقیمت ورق استیل 316با تغییر قیمت جهانی نیکل کم یا زیاد میشود. علاوه بر این به منظور بهبود مقاومت به خوردگی به ورق استیل 316 مقادیری مولیبدن نیز اضافه شدهاست که موجب افزایش قیمت استیل 316 نسبت به استیل 304 میشود.
فرآیندهای ساخت و شکلدهی ورق و همچنین پردازش سطح نهایی آن قیمت استیل 316 را تغییر میدهند. هر چه فرآیند ساخت پیچیدهتر باشد و پردازش آن مراحل بیشتری داشته باشد قیمت ورق استیل 316 بالاتر میرود.
علاوه بر موارد ذکر شده قیمت ورق استیل عرضه شده در بازار ایران چون کالایی وارداتی محسوب میشود متاثر از قیمت ارز، برند تولیدکننده ورق، هزینههای حملونقل بینالمللی (مانندCIF،FOBوCFR) و روابط سیاسی ایران با تولیدکنندگان ورق استیل 316 است. با همهگیر شدن استفاده از اینترنت در صنعت خرید و فروش فولاد و مقاطع فولادی، خریداران میتوانند با چند کلیک ساده قیمت استیل 316 عرضه شده در بنگاههای مختلف را با هم مقایسه کرده و بهینهترین گزینه را از نظر قیمت و کیفیت انتخاب کنند. تجارت فلز این اطمینان را به شما میدهد که ورق استیل 316 با کیفیت بالا و قیمت مناسب را به شما عرضه میکند. خریداران محترم میتوانند با مراجعه به وبسایتwww.tejaratfelez.comیا تماس با شماره 49143-021 با کارشناسان مجرب ما در تماس بوده و اطلاعات لازم را در مورد ورق استیل 316 و قیمت آن بدست آورند.
از اتوکلاو شرکت سلامت صنعت بوعلی چه میدانید؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی با قطعات آن آشنایی دارید؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی به نظر شما چند نوع اتوکلاو وجود دارد که دارای سنسور فشار اتوکلاو هستند؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی می خواهیم همه چیز در مورد سنسور فشار اتوکلاو را به شما توضیح دهیم تا شما را با این دستگاه فوق العاده عالی بیشتر آشنا کنیم.
اگر یکاتوکلاوبه صورت حرفه ای طراحی شده باشد و برای تولید آن قطعات با کیفیتی استفاده شده باشد، باید سال ها بدون مشکل کار کند؛ تمامی دستگاه هایی که با نام اتوکلاو شناخته شده اند امروزه به بهترین نحو ممکن جوابگوی بسیاری از افراد هستند، یکی از قطعات مهم موجود سنسور فشار اتوکلاو است، وظیفه ی اصلی این قطعه در اتوکلاو چیست؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی آیا می توان آن را تعویض کرد؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی شما چه سوالاتی در این زمینه دارید؟ ما پاسخ گوی شما هستیم شرکت سلامت صنعت بوعلی
دستگاه های اتوکلاو نیاز به مراقبه دارند که یکی از راه های بسیار ساده کنترل فشار و دمای موجود در آن است که با استفاده از سنسور فشار اتوکلاو می توان به راحتی آن را کنترل کرد و از خطر و هزینه های احتمالی جلوگیری کرد، کاربرد اصلی نمایش خروجی فشار می باشد، این قطعه به گونه طراحی شده است که فشار موجود در اتوکلاو را خوانده و پس از پردازش اولیه خروجی به شما نمایش خواهد داد، توجه داشته باشید نام دیگر سنسور فشار سنسور ترنسدیور نیز می باشد.
این سنسور با به راه افتادن دستگاه اتوکلاو برای استریل کردن ابزارها فعال می شود که کنترل فشار را طی عملیات را انجام می دهد و آن را به شما اعلام می کند، از جمله دیگر کاربرد های آن شامل:
تست نشتی
اندازه گیری سطح مخازن
فنلوری پردازش
و …
نکته ی مهمی که می توان در اینجا به آن اشاره داشت نوع سنسور فشار است، به دلیل متنوع بودن این سنسورها هر کدام را برای برای دستگاه های مختلفی مورد استفاده قرار می دهند که یکی از آن ها سنسور فشار سوزنی است که برای اتوکلاوهای صنعتی مورد استفاده قرار می گیرد.
برای تعویض این سنسورها را می توانید از دفترچه های راهنما کمک بگیرید، اما دیگر مزیتی که می توان در اینجا به آن اشاره داشت به دلیل طراحی عالی که دارند موجب شده است در برابر هر گونه لرزش و شوک از خود مقاومت نشان دهند.
با خانواده ی بزرگی از سنسورها روبرو هستیم که می توان آن ها را از بسیاری جهات دسته بندی کرد، اما مهم ترین ویژگی آن ها این است تحمل فشارها و دماهای بالاست که در دستگاه های اتوکلاو از بهترین نوع سنسورها استفاده می شود که قابلیت فشارهای بسیار بالا را دارند.
مشخصات فنی شیر زاویه ای یا انگل ولو در اتوکلاو بخار شرکت سلامت صنعت بوعلی
انگل ولو یک شیر پستونی با عملگر پنوماتیک می باشد که استم آن با دیسک یا همان پلاگ عمود بر سیت می باشد و با دستور اکچیتور پنوماتیک مسیر سیال عبوری را قطع و وصل و کنترل می کنند.
اجزاء انگل ولو پنوماتیک
انگل ولو پنوماتیک یا همان انگل ولو پیستونی که توسط یک پلاگ که به پیستون و استم متصل می شود و با نیروی باد فنر باز می شود، قطع و وصل سیال را انجام می دهد. لازم به ذکر است از انگل ولو پنوماتیک می توان برای کنترل سیال در مدت طولانی استفاده کرد. در صورت بسته شدن ورودی و خروجی انگل ولو توسط آشغال، به آسانی می توان با یک سیخ یا سیم باریک مسیر سیال را باز کرد.
با توجه به اهمیت بالای اندازهگیری فشار در سیستمهای صنعتی و پالایشگاهی، بهکارگیری ابزارهایی مانند گیج فشار و ترانسمیتر فشار میتواند نقش مهمی در کنترل سیستم داشته باشد.
به گزارش ایسنا، بنابر اعلام ابزار سنجش آریا، این ابزارها به شکلهای مختلفی اقدام به اندازهگیری فشار میکنند و اتصال آنها به سیستمهای پیشرفتهتر به ما اجازه میدهد که کنترل بهتری روی سیستم خود داشته باشیم؛ بنابراین عملاً در برخی موارد نیازی به حضور اپراتور در محل اندازهگیری نیست. با توجه به اینکه گیج فشار میتواند نقش مهم و وسیعی داشته باشد در ادامه در مورد نحوه عملکرد آنها صحبت خواهیم کرد و دو مورد از معروفترین برندهای تولیدکننده پرشر گیج در سطح دنیا را معرفی میکنیم.
گیج فشار یا پرشر گیج یک دستگاه خاص برای اندازهگیری فشار است که امکان استفاده از آن در سیستمهای لولهکشی یا در یک مخزن وجود دارد و تغییرات فشار در شرایط مختلف را دنبال میکند. در حقیقت این ابزار بهمانند یک فشارسنج عمل میکند که تغییرات فشار در محیط را بهصورت حرکت عقربه در صفحه نمایش یا دادههای دیجیتال در یک نمایشگر به اپراتور نشان میدهد.
سادهترین و قدیمیترین شیوههای اندازهگیری فشار، استفاده از لوله بوردون بوده که در حال حاضر بهعنوان اصلیترین مبنای طراحی فشارسنجها به کار گرفته میشود. در این دستگاه از یک لوله منعطف استفاده شده که عبور یک سیال از آن باعث تغییر وضعیت لوله و درنتیجه حرکت عقربه دستگاه میشود. عقربه در انتهای لوله قرار دارد و زمانی که سیال با فشار بالا وارد لوله منعطف میشود، لوله خمیده تمایل دارد که بهصورت راست تغییر وضعیت دهد که این تغییر وضعیت منجر به حرکت عقربه و نشان دادن فشار میشود.
البته امروزه سیستمهای متفاوتی برای اندازهگیری فشار تعریف شده که در گیج فشار هم از آنها استفاده میشود؛ بنابراین طبیعی است که با مدلهای مختلفی از این دستگاهها مواجه باشیم که هرکدام از آنها شیوه خاص خود را دارد؛ اما درنهایت این حقیقت وجود دارد که نتیجه همه آنها یکسان بوده و نتایج گزارش شده برای فشار و تغییرات بسیار جزئی و اندکی دارد.
انواع گیج فشار از لحاظ عملکرد
گفتیم که شیوههای اندازهگیری فشار در فشارسنجها با یکدیگر متفاوت است؛ اما بهطورکلی همه آنها بر مبنای اصول اولیه به کار گرفته شده در لوله بوردن طراحی شدهاند و نتیجه اندازهگیری فشار آنها هم یکسان است. با این وجود سازوکار به کار گرفته شده در آنها میتواند در استفاده از پرشر گیج در محیطهای مختلف تأثیرگذار باشد و به همین دلیل با مدلهای مختلفی از آنها مواجه هستیم:
· گیج فشار عقربهای
· گیج فشار دیجیتال
· گیج فشار تست
· گیج فشار روغنی
· گیج فشار تفاضلی
· گیج فشار منفی
· گیج فشار خلاء
· گیج فشار دیافراگمی
· گیج فشار اکسیژن
حالا با توجه به شرایط سیستم و نحوه بهکارگیری ابزار میتوان یک یا چند مدل از آنها را در یک فرآیند به کار گرفت و آنها را بهعنوان مبنای اندازهگیری فشار استفاده کرد. یکی از پرکاربردترین گیجهای فشار، گیج فشار روغنی میباشد. برای آگاهی ازقیمت گیج فشار روغنیبا شرکت ابزار سنجش آریا تماس بگیرید؛ اما در هنگام خرید پرشر گیج باید به برند تولیدکننده دستگاه هم توجه کرد که در حال حاضر در بازار دو برند زیر بسیار معروف هستند:
شرکت ویکا یکی از معروفترین و شناختهشدهترین برندهای تولیدکننده تجهیزات ابزار دقیق است که بهعنوان یک شرکت آلمانی سابقه طولانی در زمینه تولید این تجهیزات دارد. این شرکت بخشی از تولیدات خود را در کشور لهستان انجام میدهد و در بازار حتی نمونههای بدلی آنها هم وجود دارد. با این وجود پرشر گیج ویکا از لحاظ کیفیت و مواد به کار گرفتهشده در ساخت ابزار یکی از بهترین گزینههای بازار است. برایخرید گیج فشار عقربه ای و آنالوگبا شرکت ابزار سنجش آریا تماس بگیرید.
در انتخاب پرشر گیج ویکا فاکتورهای مختلفی مانند نوع سنسور و حسگر و همچنین طراحی قسمت کانکشن و صفحهنمایش دستگاه در اولویت قرار دارد. ضمن اینکه هرکدام از این دستگاهها برای یک محدوده فشار خاص طراحی شده است که در آن محدوده بهترین نتایج را به ما میدهد. در محصولات شرکت ویکا از سنسور مکانیکی یا پرده دیافراگم استفاده شده که تغییر جریان سیال تبدیل به حرکت مکانیکی یا تبدیل به داده دیجیتالی شده و فشار اندازهگیری میشود.
گیج فشار روزمونت
شرکت روزمونت یک شرکت آمریکایی در تولید ابزارهای سنجش و اندازهگیری در زمینههای مختلف مانند دما و فشار و سطح است که در سال ۱۹۵۶ تاسیس شده است. این شرکت هم محبوبترین تجهیزات ابزار دقیق در سطح ایران و حتی در سطح جهان را تولید میکند و محصولات آنها ویژگیهای جالب توجهی دارند. دقت بسیار بالا در اندازهگیری فشار جزئی و قابلیت استفاده در دمای بسیار بالا از ویژگیهای مهم پرشر گیج روزمونت است.
سنسورهای دما انواع مختلفی دارند که هر کدام، بسته به کاربردشان، مشخصههای خاص خود را دارند. این سنسورها از دو نوع اصلی تشکیل میشوند:
سنسورهای تماسی: این نوع سنسورهای دما باید با جسم مورد نظر، که قرار است دمای آن اندازهگیری شود، تماس فیزیکی مستقیم داشته باشند و از هدایت برای پایش تغییرات دما استفاده میکنند.
سنسورهای غیرتماسی: در این سنسورها از همرفت و تابش برای پایش تغییرات دما استفاده میشود. سنسورهای غیرتماسی را میتوان برای آشکارسازی مایعات و گازهایی به کار برد که هنگام تغییر دما (گرم یا سرد شدن) انرژی تابشی ساطع میکنند.
سنسورها را، اعم از تماسی و غیرتماسی، میتوان در دستههای زیر تقسیمبندی کرد:
ترموستات (Thermostat) یک سنسور یا سوئیچ دمای الکترومکانیکی جالب است و اساساً از دو فلز مختلف مانند نیکل، مس، تنگستن یا آلومینیوم تشکیل میشود که به یکدیگر متصل شدهاند و یک نوار دو فلزی را تشکیل میدهند. با در معرض گرما قرار گرفتن نوار، به دلیل مقادیر متفاوت میزان انبساط خطی این دو فلز غیرمشابه، حرکت خمشی مکانیکی در فلزها رخ خواهد داد.
از نوار دوفلزی به تنهایی میتوان به عنوان یک سوئیچ یا کلید الکتریکی یا یک راهحل مکانیکی برای عملکرد سوئیچ الکتریکی در کنترل ترموستاتیک یا کنترل المنتهای گرمایش آب دربویلرها، کورهها، تانکرهای ذخیره آب گرم و نیز سیستم خنککننده رادیاتور خودرو استفاده کرد.
شکل زیر ساختار یک ترموستات دو فلزی را نشان میدهد.
ترموستات از دو فلز متفاوت (از نظر مشخصات گرمایی) تشکیل شده است که به صورت پشت به پشت به یکدیگر متصل شدهاند. وقتی هوا سرد باشد، کنتاکتها بسته هستند و جریان از ترموستات عبور میکند. اما هنگامی که هوا گرم شود، یکی از فلزها نسبت به فلز دیگر منبسطتر شده و نوار متشکل از دو فلز به سمت بالا (یا پایین) خم میشود و با باز شدن کنتاکتها از عبورجریاناز ترموستات جلوگیری میشود.
با توجه به نوع حرکت نواری که در معرض تغییرات دمایی قرار میگیرد، دو نوع عملکرد وجود دارد. یکی نوع «عملکرد ضربهای» (Snap-action) است که به صورت لحظهای در یک نقطه دمایی خاص عمل روشن یا خاموش را انجام میدهد. شکل زیر یک ترموستات خاموش/روشن یا ON/OFF را نشان میدهد.
نوع دیگر ترموستات، «عملکرد تدریجی» (Creep-action) دارد و موقعیت کنتاکتهای آن به تدریج نسبت به تغییرات دما تغییر میکنند.
ترموستاتهای ضربهای معمولاً در خانهها و برای کنترل نقطه تنظیم اجاقها، اتوها، مخازن آب گرم و نیز روی دیوارها برای کنترل سیستم گرمایش خانه به کار میروند.
ترموستاتهایی با عملکرد تدریجی معمولاً از کویل یا سیمپیچ دو فلزی تشکیل شدهاند که با تغییر دما به آرامی باز میشود. معمولاً، نوع تدریجی نسبت نوع خاموش/روشن استاندارد به تغییرات دما حساستر است، زیرا نوار آن طولانیتر و نازکتر بوده و به همین دلیل، این نوع ترموستات گزینه ایدهآلی برای استفاده در گیجهای دماسنج است.
اگرچه ترموستاتهای Snap-action بسیار ارزان و برای محدوده عملکرد وسیعی در دسترس هستند، یکی از معایب اصلی آنها وقتی به عنوان سنسور دما مورد استفاده قرار میگیرند، این است که در مدت زمان باز تا بسته بودن کنتاکتهای الکتریکی آنها یک محدوده هیسترزیس بزرگ وجود دارد. برای مثال، ممکن است ترموستات روی20∘Cتنظیم شده باشد، اما تا زمانی که به22∘Cنرسد، تیغههای آن باز نشود یا اینکه تا به 18∘C نرسد تیغهها بسته نشوند.
بنابرین، محدوده نوسان دما میتواند بسیار زیاد باشد. ترموستاتهای دو فلزی موجود در بازار را برای استفادههای خانگی میتوان با استفاده از پیچگوشتی تنظیم کرد و به این ترتیب، به دمای مطلوب رسید و سطح هیسترزیس را بازتنظیم نمود.
ترمیستور (Thermistor) نوع دیگری از سنسورهای دما است و همانطور که از نامش بر میآید، ترکیبی از THERM و ISTOR است که اولی بر حساس بودن آن به دما و دومی بر مقاومتی بودنش دلالت دارد. یک ترمیستور نوع خاصیمقاومتاست که وقتی در معرض تغییرات دما قرار میگیرد، مقدار مقاومت فیزیکی آن تغییر میکند.
ترمیستورها معمولاً از مواد سرامیکی مانند اکسیدهای نیکل، منگنز یا کبالت که توسط شیشه پوشانده شدهاند تشکیل میشوند و به همین دلیل ممکن است به آسانی آسیب ببینند.
سنسور سطح آب در بویلر دست کاه اتوکلاو بخار نصب میگردد تا زمانی که اب به حداقل میزان خود رسید فعال و فرمان پمپ به پی ال سی داده میشود و نیز زمانی که میزان آب به حد اکثر رسید فرمان قطع پمپ در اتوکلاو بخار داده میشود .
شرکت سلامت صنعت بوعلی
آیا میدانیدسنسور سطح آبچیست و استفاده آن برای اتوکلاو بخار چقدر مهم است ؟سنسور منبع آببه صورت القایی عمل میکند و به دو صورت تیغه باز و تیغه بسته از سنسور سطح آب مخزن میتوان استفاده کرد. جهت کنترل سطح آب یا سوخت کافیست دو عدد از این سنسور ها را بر روی تانک/منبع یا مخزن خود نصب کنید.
هنگامی که مایع به سنسور پایینی رسید به یک موتور یا پمپ فرمان استارت دهد و هنگامی که به سنسور بالایی رسید موتور را خاموش کند.
فلوتر سوئیچ یا لول سوئیچ آب الاکلنگی چیست
لول سوئیچ یا سنسور سطح سنج مایعات یک کنتاکت حفاظتی یا کنترلی در خروجی میدهد.
سنسور منبع انبساط رادیاتور موتور دیزل ژنراتور:تمام دیزل های نسل قدیم که برای ژنراتور استفاده می شود هیچ کدام دارای سنسور سطح آب نیستند. و در مدار آنها فقط فشنگی یا آمپر قطع کن دمای آب استفاده شده است. سنسور دمای آب به این صورت عمل میکند که اگر دمای آب دیزل بالا رود یا اب جوش بیاورد دیزل را خاموش میکند.
ولی اگر جنت آب پاره شود و تمام آب داخل دیزل تخلیه شود چون آب از سطح فشنگی پایین تر میرود دیگر این فشنگی قادر نیست دمای آب را تشخیص دهد. و فقط دمای محیط داخل را میسنجد که نهایتا ۵۰ درجه میشود و دیزل خاموش نمیشود. لذا موتور زیر بار کار میکند و به جهت نداشتن اب موجب سوختن موتور شده و هزینه زیادی به مصرف کننده تحمیل مینماید.
به همین جهت تمام دیزل های نسل جدید از جمله ولوو پنتا ، FH ،کامینز و... دارای سنسور سطح آب میباشند. سنسور منبع انبساط در بالای رادیاتور تعبیه میشود. به صورتی که در جهت افقی وارد رادیاتور میشود و هر موقع سطح آب داخل رادیاتور از سطح سنسور پایین تر رود تیغه را وصل یا قطع میکند. و پالسی به مدار فرمان دیزل میدهد که دیزل را خاموش کند یا آژیری را به صدا در می آورد .
سنسور سطح سنج مغناطیسی و خازنی در اتوکلاو بخار
سنسور لول سنج مخزن آب را میتوان بر روی تمام دیزل ژنراتورها از جمله کمنز ،ولوو، دویتس، داف، بنز و… نصب کرد. لول سوئیچ شناور تشخیص سطح آب را میتوان حتی بر روی دیزل هایی که برد PLC ندارند و با سوییچ استارت کار میکنند بدون تغییر در سیم کشی دیزل نصب کرد.
بنابراین سنسور سطح سنج بر روی تمام دیزل های موجود در بازار با هر سیستم برقی که دارند چه سوییچ استارت و چه برد PLC و حتی دیزل هایی که خاموش کن ندارند و با دست خاموش میشوند نصب نمود وتوسط آژیراطلاع رسانی کرد. در نتیجه هزینه نصب سنسور سطح آب رادیاتور در قبال هزینه سوختن موتور دیزل بسیار بسیار ناچیز میباشد.
موارد استفاده دیگ بخار شرکت ساخت اتوکلاو ایرانی سلامت صنعت بوعلی
در این قسمت علاوه بر کاربرد دیگ بخار اتوکلاو ایرانی به سایر موارد استفاده دیگ بخار در صنعت اشاره میکنیم.
به طور کلی در صنایعی که نیاز به دما و فشار و افزایش حرارت وجود داشته باشد، دیگ بخار کاربرد دارد. به دلیل سیالیت بالای بخار آب و همچنین حرارت بیشتر آن نسبت به آب داغ از آن در صنایع مختلف استفاده میشود. درست به همین دلیل است که از دیگ بخار اتوکلاو ایرانی نیز استفاده میشود. همچنین دارای انرژی جنبشی بیشتری نیز میباشد. از انرژی گرمایی آن برای صنایعی که نیاز به گرمادهی دارند، مانند پخت و پز استفاده میشود و از انرژِ جنبشی آن برای به حرکت درآوردن توربینها به منظور تولید نیروی الکتریسیته استفاده میشود. مورد استفاده دیگر دیگ بخار، به عنوان تمیز کننده میباشد. نمونه آن را در کارواشها در اماکن عمومی مانند مراکز خرید و هتلها هر روز مشاهده میکنید. بنابر توضیحات گفته شده، دیگ بخار در صنایع مختلف شیمیایی، نفت، پتروشیمی، یونولیت و … استفاده میشود. لازم به ذکر است که دیگهای بخار بر اساس نوع طراحیشان به دو گروه تقسیم میشوند؛ دیگ بخار با لوله آبی یا واتر تیوب و دیگ بخار با لوله آتشی یا فایر تیوب.
با همه این توضیحات احتمالا متوجه کاربرد دیگ بخار در اتوکلاو نیز شدهاید. دیگ بخار اتوکلاو نیز با افزایش دما آب را به بخار آب تبدیل میکند و از این طریق به ضدعفونی وسایل میپردازد. امیدواریم با خواندن این مقاله با مفهوم دیگ بخار اتوکلاو کاملا آشنا شده باشید.
در این قسمت به بررسی تخصصی دیگ بخار اتوکلاو میپردازیم. دیگ بخار اتوکلاو یا همان Boiler کار خود را با استفاده از نیروی بخار تحت فشار انجام میدهد. به بیان دیگر دیگ بخار یک مخزن بسته میباشد که آب داخل آن از طریق افزایش دما به بخار آب تبدیل شده که دارای فشار بالایی نیز میباشد.
در مورد قسمتهای تشکیل دهنده دیگ بخار اتوکلاو باید گفت به طور کلی قسمت داخلی آن دو بخش دارد؛ طرف آب و طرف آتش. به کلیه سطوحی که در سمت یا طرف آتش دیگ بخار قرار دارند، سطوح گرمایی میگویند. معمولا قسمتهایی از دیگ بخار که تحت دما و فشار بالا قرار میگیرند از آلیاژهای آهنی ساخته شدهاند.
جنس خود دیگ بخار از دو نوع فولاد و چدن میتواند باشد. معمولا دیگ بخار چدنی برای ایجاد و تولید بخار کم فشار تر استفاده شده زیرا مقاومت کمتری نسبت به دیگ بخار فولادی دارد. این در صورتیست که بیشتر دیگ بخارها را امروزه از نوع فولادی میسازند.
اتوکلاو دستگاهی است که برای استریل کردن مواد و تجهیزات در آزمایشگاه توسط فشار شدید بخار در دمای 121 درجه سانتی گراد به مدت 15 یا 20 دقیقه است این زمان بستگی به نوع ماده و محتوای اتوکلاو دارد. این دستگاه در سال 1879 توسط چارلز چامبرلند (Charles Chamberland ) اختراع شد.
این اتوکلاو ای شبیه زودپز هایی است که به فور در خانه های ایرانی یافت می شود. در این اتوکلاو ها، در اتوکلاو توسط پیچ هایی در پایین بسته می شود و فشار سنجی در بیرون برای کنترل فشار قرار دارد. این دستگاه ها نیاز به منبع حرارت خاریجی دارند و بسیار خطرناک هستند (اگر ظرف توسط فشار منفجر شود سقف و پایین میاره) بنابراین آنها باید توسط افراد بسیار با تجربه مورد استفاده قرار بگیرند.
این اتوکلاو ها به خاطر راحتی استفاده از آنها به طور وسیع مورد استفاده در آزمایشگاه ها قرار می گیرند اما در استفاده از این اتوکلاو ها باید نهایت دقت را کرد. این اتوکلاو ها جعبه ای شکل هستند و در درونشان مجهز به واحد تبدیل آب به بخار دارند که برای استریل کردن استفاده می شود. کنترل اتوکلاو به اپراتور این امکان را می دهد تا دمای مورد نظر را تنطیم کند و مدت زمان اتوکلاو را تعیین کند همچنین این اتوکلاو ها وسیله ای برای اندازه گیری و نمایش فشار/دما را دارند.
اتوکلاو هایی که از جلو باز میشوند ممکن است بسیار بزرگتر باشند که برای استریل کردن مواد و وسایل زیاد در بیمارستان ها مورد استفاده قرار می گیرد.
اتوکلاو و علوم آزمایشگاهی دو جز جدا نشدنی از هم هستند. اتوکلاو در بسیار از زمینه ها مانند: میکروب شناسی، پزشکی، دامپزشکی، قارچ شناسی، دندان پزشکی و ... مورد استفاده قرار می گیرد.
ظروف شیشه ای، زباله های پزشکی، ظروف آزمایشگاهی، ملافه های حیوانات آزمایشگاهی، محیط های کشت و... موادی است که توسط اتوکلاو اسنریل می شوند.
امروزه استفاده از اتوکلاو برای استریل کردن زباله های بیمارستانی به سرعت در حال رشد است. وسائل و دستگاههایی که برای استریل کردن این مواد و زباله ها استفاده می شود از همان روش بخار و فوق حرارت هستند و با هم فرقی ندارند و باعث استریل شدن توده ای وسیع از زباله های بیمارستانی از عوامل پاتوژن می شوند. نسل جدیدی از مبدل های زباله به بازار امده که بدون استفاده از فشار بسیاری از مواد مانند محیط های کشت، دستکش ها، گان ها، لباس ها و مواد پلاستیکی را استریل می کند. این دستگاه ها مناسب برای موادی هستند که نمی توانند دمای بالای اون را تحمل کنند.
برای سرنگ های شیشه ای، اوون بهترین راه استریلاسیون است.
حذف هوا
بعد از بستن در اتوکلاو، مقداری هوا در ظرف باقی می ماند و باید حذف شود. علت آن این است که هوای گرم در مقایسه با بخار به مدت زمان زیادی برای استریل کردن نیاز دارد. برای مثال: بخار در دمای 134 درجه سانتی گراد به 3 دقیقه وقت برای استریل کردن مواد نیاز دارد در حالی که هوای گرم 160 درجه سانتی گراد در همان شرایط به دو ساعت وقت نیاز دارد. روش های حذف هوا در اتوکلاو به شرح زیر است:
حذف هوا از پایین (Downward displacement):
زمانی که بخار وارد محفظه می شود به علت پایین بودن چگالی آن نسبت به هوای گرم در بالای محفظه قرار می گیرد و با افزایش میزان بخار رفته رفته هوای گرم در زیر اتوکلاو فشرده می شود و از قسمت پایینی تخلیه می شود. معمولا در قسمت خروجی دماسنجی برای کنترل دمای هوای خروجی می گذارند. تنها زمانی که هوا از محفظه خارج شد باید تخلیه کردن را متوقف کنیم. جریان معمولا توسط تله های بخاری و یا سوپاپ های مارپیچی کنترل می شود.
پالس های بخار (Steam pulsing):
در این روش هوای موجود در محفظه اتوکلاو توسط پالس های بخار فشرده می شود تابه فشار اتمسفر نزدیک شود.
پمپ های وکیوم (Vacuum pumps):
این پمپ ها هوا و یا هوا/بخار را از محفظه مکش می کنند.
سوپر اتمسفر (Superatmospheric ):
در این چرخه از پمپ های وکیوم استفاده می شود. به دنبال پالس بخار مکش انجام می شود و به دنبال سایر پالس ها مکش ادامه می یابد. میزان مکش ها بستگی به چرخه و نوع دستگاه دارد.
زیر اتمسفر (Subatmospheric ):
مشابه چرخه superatmospheric است اما فشار محفظه هرگز بیش از اتسمفر نیست تا زمانی که فشار به دمای استریل کردن افزایش یابد.
اتوکلاو در پزشکی و علوم آزمایشگاهی
بجث هایی که در بالا کردیم بیشتر جنبه عمومی داشت اما در این قسمت در مورد اتوکلاو های پزشکی بحث خواهیم کرد. اتوکلاو های پزشکی دستگاه هایی هستند که برای استریل کردن (کشتن تمام شکل های میکروارگانیسم هاو اسپورها ) مواد و ظروف پزشکی استفاده می شود. در این مرحله یعنی استریل کردن تمام شکل باکتری ها، ویروس ها، انگل ها، قارچ ها و اسپور ها از بین می روند اما پریون ها - عامل جنون گاوی( بیماری كروتزفلد- یاكوب) - در اتوکلاو به مدت ۳ دقیقه در دمای ۱۳۴ درجه و یا اتوکلاو به مدت ۱۵ دقیقه در دمای ۱۲۱درجه از بین نمی روند. همچنین تعدای از میکروارگانیم ها اخیرا کشف شده اند که قادر به رشد در دمای بالاتر از ۱۲۱ درجه سانتی گراد هستند.
اتوکلاو ها در بسیاری از زمینه های پزشکی و مراکزی که نیاز به استریل کردن مواد دارند یافت می شوند. نکته ای که باید به آن توجه کرد این است که امروزه بیشتر از وسائل یکبار مصرف استفاده می شود در نتیجه وسائل نیاز به استریل دوباره ندارند. این اتفاق (استفاده از مواد یک بار مصرف بدون نیاز به بازیابی دوباره) برای اولین بار در مورد نیدل ها استفاده شده است اما امروزه بسیاری از مواد جراحی به صورت یک بار مصرف استفاده می شوند.
همه مواد توسط اتوکلاو استریل نمی شوند برای مثال ممکن است بعضی مواد پلاستیکی ذوب شوند و یا بعضی مواد کاغذی نتوانند میزان بالای فشار بخار را تحمل کنند در این موارد باید از اتو و یا سایر روش هاس استریل کردن (اشعه، مواد شیمیایی و... ) استفاده کرد. در ضمن زمانی که می خواهیم مواد را داخل اتوکلاوقرار دهیم باید از دیواره و یا سایر مواد موجود فاصله باشد تا بخار به راحتی در بین مواد حرکت کند.
قبل از دفع هر گونه زباله بیمارستانی و یا پزشکی باید این مواد اتوکلاو شوند و بعد از استریل شدن و عاری از پاتوژن ها مانند سایر زباله ها و طبق روش های استاندارد دفع شوند. همان طور که گفتیم با اتوکلاو تقریبا ۹۹٪ پاتوژن ها از بین رفته و مواد استریل می شوند بنابراین در صورت اتوکلاو نکردن (یا هر روش دیگر استریلی) این پاتوژن ها وارد محیط خودمان می شوند و هم به محیط اطراف خود ضرر خواهند زد و هم به سلامتی خود.
کنترل کیفی اتوکلاو
اندیکاتور های شیمیایی، فیزیکی و بیولوژی برای بررسی دما و زمان اتوکلاو به صورت تجاری وجود دارد. شاخص های شیمیایی به صورت نوار های اتوکلاو (چسب اتوکلاو) و یا بسته های پزشکی هستند که وقتی به دمای معینی رسیدند تغییر رنگ می دهند. برای نمونه: دارای نوار های سیاه در زمینه سفید هستند که بر روی موادی که می خواهند اتوکلاو شوند می زنیم و اگر اتوکلاو ما درست کار کرده باشد در دمای ۱۲۱درجه نوار های سیاه از بین می روند. اندیکاتور های بیولوژی شامل اسپر باکتری هایی هستند که به حرارت مقاوم هستند مانند: Geobacillus stearothermophilus. اگر اتوکلاو به دمای مورد هدف نرسد در این صورت اگر کلنی های اسپور دار باکتری مورد نظر را انکوبه کنیم جوانه خواهند زد و به علت متابولیسم آنهادر محیط PH را تغییر و در آخر باعث تغییر رنگ محیط خواهند شد. برخی از شاخص های فیزیکی از آلیاژ هایی تشکیل شده اند که در دمای مورد نظر ذوب می شوند.
بعضی از اتوکلاو هایی که توسط رایانه کنترل می شوند توسط سیستم F0 - F-nought چرخه استریلاسیون را کنترل می کنند. مقدار F0 بر روی مقدار دقیقه ست می شود که برابر با 121درجه سانتی گراد و یا 249 درجه فارینهایت و یا فشار 15lbs بالاتر از فشار اتمسفر در 15 دقیقه است. از آنجا که کنترل دقیق درجه حرارت دشوار است دما مانیتور می شود (کنترل می شود در یک محدوده خاص) تا زمان استریلاسیون به پایان برسد.
ضدعفونی کننده های بوعلی با در نظر گرفتن نیازهای واقعی استریلیزاسیون بیمارستانی امروزی، به همان اندازه در مراکز استریلیزاسیون و در بخش های جراحی، مراکز سرپایی، خدمات استریلیزاسیون برون سپاری و غیره طراحی شده اند.
بوعلی در مراکز تحقیق و توسعه ما در ایران طراحی شده است و در سایت تولید ما شرکت سلامت صنعت بوعلی تولید شده است، یک کارخانه جدید مجهز به آخرین پیشرفت های تکنولوژیکی از نظر پایداری، بهره وری انرژی و کنترل فرآیند.
ویژگی های کلی اتوکلاو های بوعلی
فناوری: سیستم کنترل جدید قدرتمندتر و مدرن تر. صفحه نمایش لمسی TFT برای منطقه بارگیری با PLC یکپارچه، و همچنین ثبت PLC که خوانش مستقل بین دما و فشار را تضمین می کند. جلویی ساخته شده از مواد خلاقانه است که از کثیفی و بازتاب جلوگیری می کند. آسان تمیز میشود. نمادهای نشانگر نور پس زمینه جلویی که وضعیت دستگاه استریل کننده را نشان می دهد.
ارگونومی: نمایشگرهای در دسترس تر با رابط مدرن و همه کاره.
پایداری: مصرف انرژی و آب به لطف سیستم های اکونومایزر گنجانده شده کاهش می یابد.
کارایی: طراحی مجدد سیستم خلاء توسط Venturi برای اطمینان از مصرف کم آب.
سازگاری: خشک کردن کامل با سخت ترین بسته بندی موجود در بازار تست شده است.
قابلیت اتصال: آماده اتصال با معمول ترین سیستم های مدیریت و ردیابی از طریق پورت اترنت.
راحتی: طیف جدیدی از لوازم جانبی کاربردی تر، سازگار با نیازهای بارگیری.
دسترسی: مدارهای کامل و توزیع مجدد قطعات که دسترسی به خدمات فنی را برای مراحل تعمیر و نگهداری آسان تسهیل می کند.
تشخیص از راه دور: اتصال از راه دور از طریق پورت اترنت برای اطلاع از وضعیت دستگاه استریل کننده و فعال کردن خدمات پشتیبانی فنی برای تشخیص از راه دور بروز یا خرابی برای راه حل سریعتر.
Product Description An electrically heated, 12 litre capacity bench top autoclave designed specifically for the safe and effective sterilization of media. Choose the Classic Media autoclave for a safer laboratory. If you need to sterilize liquids and media or eliminate the risk of cross infection through contaminated waste, then the Classic Media autoclave offers a professional, safe and affordable solution. Features: Features a built-in safety mechanism that prevents the unit being opened until the temperature inside has fallen to a safe level. Dual interlocking handles prevent the lid being removed until the vessel has reached a safe pressure and temperature. Lightweight and portable - small footprint Now with printer option for quick and easy data recording. Simple, one touch operation. Sterilizes at 121°C 12 Litre Maximum capacity liquids: 500ml Made in the iran Fully CE marked to the Medical Devices Directive 93/42/EC Full one year warranty Dimensions: Height: 420mm Width: 340mm Chamber: Diameter 210mm and Height: 328mm
توضیحات محصول یک اتوکلاو رومیزی با ظرفیت 12 لیتر با گرمایش الکتریکی که به طور خاص برای استریل کردن ایمن و مؤثر محیط ها طراحی شده است. اتوکلاو مدیا کلاسیک را برای آزمایشگاه ایمنتر انتخاب کنید. اگر نیاز به استریل کردن مایعات و محیطها یا از بین بردن خطر عفونت متقاطع از طریق زبالههای آلوده دارید، اتوکلاو کلاسیک مدیا راهحلی حرفهای، ایمن و مقرون به صرفه را ارائه میدهد. ویژگی ها: دارای مکانیزم ایمنی داخلی است که از باز شدن دستگاه تا زمانی که دمای داخل به سطح ایمن کاهش پیدا نکند، جلوگیری می کند. دستگیره های دوگانه به هم از برداشتن درب تا زمانی که ظرف به فشار و دمای ایمن برسد جلوگیری می کند. سبک و قابل حمل - ردپای کوچک اکنون با گزینه چاپگر برای ضبط سریع و آسان داده ها. عملیات ساده و با یک لمس. استریل در دمای 121 درجه سانتیگراد 12 لیتر حداکثر ظرفیت مایعات: 500 میلی لیتر ساخت ایران دارای علامت کاملا CE مطابق دستورالعمل تجهیزات پزشکی 93/42/EC گارانتی کامل یک ساله ابعاد: ارتفاع: 420 میلی متر عرض: 340 میلی متر محفظه: قطر 210 میلی متر ارتفاع: 8 میلی متر
AUTOCLAVE CALIBRATION Calibration is the definition given to ensuring something is measuring within its given operation limits. Astell offers standard autoclave functionality testing along with UKAS 17025:2005 single point calibration and multi-point (12 Pen) validation as part of a post-purchase service offering. AUTOCLAVE VALIDATION Astell can provide detailed validation packages to customers who operate one of our steam sterilizers. Components can include: User Requirement Specification (URS) Design Specification / Technical quotation (DS) IQ (Installation Qualification) OQ (Operational Qualification) PQ (Performance Qualification) Document package including all required information Protocols can be written to exact customer specifications. All Validation Calibration is carried out to UKAS standards (ISO 17025:2005) by our fully trained engineers.
کالیبراسیون اتوکلاو کالیبراسیون تعریفی است که برای حصول اطمینان از اندازهگیری چیزی در محدودههای عملیاتی داده شده آن ارائه میشود. Astell تست عملکرد استاندارد اتوکلاو را همراه با کالیبراسیون تک نقطه ای UKAS 17025:2005 و اعتبارسنجی چند نقطه ای (12 قلم) به عنوان بخشی از خدمات پس از خرید ارائه می دهد. اعتبار سنجی اتوکلاو Astell میتواند بستههای اعتبارسنجی دقیق را برای مشتریانی که یکی از دستگاههای ضدعفونی کننده بخار ما را کار میکنند، ارائه دهد. مولفه ها می توانند شامل موارد زیر باشند: مشخصات مورد نیاز کاربر (URS) مشخصات طراحی / نقل قول فنی (DS) IQ (صلاحیت نصب) OQ (صلاحیت عملیاتی) PQ (صلاحیت عملکرد) بسته اسناد شامل تمام اطلاعات مورد نیاز پروتکل ها را می توان با مشخصات دقیق مشتری نوشت. تمام کالیبراسیون اعتبار سنجی مطابق با استانداردهای UKAS (ISO 17025:2005) توسط مهندسین کاملا آموزش دیده ما انجام می شود.
کالیبراسیون تعریفی است که برای حصول اطمینان از اندازهگیری چیزی در محدودههای عملیاتی داده شده آن ارائه میشود. Astell تست عملکرد استاندارد اتوکلاو را همراه با کالیبراسیون تک نقطه ای UKAS 17025:2005 و اعتبارسنجی چند نقطه ای (12 قلم) به عنوان بخشی از خدمات پس از خرید ارائه می دهد. اعتبار سنجی اتوکلاو Astell میتواند بستههای اعتبارسنجی دقیق را برای مشتریانی که یکی از دستگاههای ضدعفونی کننده بخار ما را کار میکنند، ارائه دهد. مولفه ها می توانند شامل موارد زیر باشند: مشخصات مورد نیاز کاربر (URS) مشخصات طراحی / نقل قول فنی (DS) IQ (صلاحیت نصب) OQ (صلاحیت عملیاتی) PQ (صلاحیت عملکرد) بسته اسناد شامل تمام اطلاعات مورد نیاز پروتکل ها را می توان با مشخصات دقیق مشتری نوشت. تمام کالیبراسیون اعتبار سنجی مطابق با استانداردهای UKAS (ISO 17025:2005) توسط مهندسین کاملا آموزش دیده ما انجام می شود.
حداقل استاندارد توصیه شده برای استریلیزاسیون توسط اتوکلاوها قرار گرفتن در معرض بخار با فشار تقریبی 1 بار، معادل 121 درجه سانتیگراد، به مدت 15 دقیقه است. بخار اشباع شده نسبت به آب جوش یا حرارت خشک وسیله ای بسیار کارآمدتر برای از بین بردن میکروارگانیسم ها است. هوا تأثیر مهمی بر کارایی اتوکلاو دارد. اگر حدود 50 درصد هوا در اتوکلاو باقی بماند، دمای مخلوط بخار و هوا در 1 بار تنها 112 درجه سانتیگراد است. از آنجایی که اتوکلاو موفقیت آمیز به حذف تمام هوا از محفظه بستگی دارد، موادی که قرار است استریل شوند باید به صورت شل بسته بندی شوند. دو نوع اتوکلاو آزمایشگاهی وجود دارد:
زودپز یک اتوکلاو رومیزی ساده متشکل از یک محفظه فلزی عمودی با درب فلزی قوی است که می توان آن را به پایین بسته و با واشر مناسب آب بندی کرد. درب دارای یک تله تخلیه هوا/بخار، یک فشارسنج و یک شیر اطمینان ( شکل 5 ) است. بخار از آب موجود در کف اتوکلاو توسط یک بخاری غوطه وری خارجی یا یک کویل بخار تولید می شود.
اتوکلاو جابجایی گرانشی، که به طور گسترده در آزمایشگاه های میکروبیولوژیکی استفاده می شود، شامل یک محفظه احاطه شده با یک ژاکت حاوی بخار تحت فشار است که دیواره محفظه را گرم می کند. بخار از منبع اصلی که در فشار زیاد است وارد ژاکت می شود، بنابراین هوا و میعانات را مجبور می کند تا با جابجایی گرانشی از زهکش خارج شود ( شکل 6 ). در اتوکلاوهای مدرن، هوا و بخار توسط پمپ های خلاء حذف می شوند و پروب های ترموکوپل انعطاف پذیر در محفظه تعبیه می شوند تا دما در قسمت های مختلف بار ثبت شود.
عملکرد اتوکلاو باید ماهانه با استفاده از نوارهای اسپور یا سوسپانسیون بررسی شود. دفترهای ثبت و سایر سوابق باید برای هر اجرا نگهداری شوند و موارد استریل شده، دما، فشار و زمان را ذکر کنند.
از آنجایی که اتوکلاوها نیاز به وارد کردن بخار به داخل محفظه فلزی دارند، حتی در یک محفظه گرم هنگام وارد شدن بخار، مقداری تراکم رخ می دهد. بنابراین، در حالت ایده آل، یک
به اندازه کافی بزرگ است تا توان عملیاتی مورد نیاز را فراهم کند، اما بزرگتر نباشد. بر اساس این ملاحظات، یک اندازه اتوکلاو جذاب کمی بیشتر از طول یک سیلندر عرضه میشود و به اندازهای طولانی است که بتواند قفسهای با چند سیلندر را در خود جای دهد. ما هشت سیلندر را در هر بار اتوکلاو می کنیم (چهار سیلندر در هر یک از دو قفسه) به صورت عرضی روی قفسه های سیمی فولادی ضد زنگ با اتصالات قفسه و چرخ های اتوکلاو (Metro, Wilkes-Barre, PA, USA, شکل 3.20)). با این حال، اتوکلاوهایی که در تاسیسات ماوس مانع بزرگ استفاده می شوند، اغلب بزرگتر از این هستند، زیرا برای جا دادن کامیون های حجیم مورد استفاده برای پردازش قفس جوندگان طراحی شده اند. همچنین، برخی از امکانات موش برای
قفس پس از شستشو طراحی نشده اند و بر این اساس با اتوکلاوهای کوچکتر برای پردازش زباله های خطرناک زیستی قبل از دفع طراحی شده اند. تأسیسات گنوتوبیوتیک ها اغلب در فضاهای مقاوم سازی شده ایجاد می شوند و اغلب انتظار می رود از تجهیزات استریلیزاسیون موجود استفاده کنند. امکاناتی که دارای اتوکلاوهای کوچک یا اتوکلاوهایی هستند که از آنها نیز استفاده می شودبرای اهداف دیگر، ممکن است با گلوگاه های عملیاتی در پردازش عرضه مواجه شود. مرکز ما از سیلندرهای "ساختگی" برای نظارت بر استریلیزاسیون استفاده می کند، که برای بسته بندی و مصرف فضای اتاق اتوکلاو به نیروی کار اضافی نیاز دارد.
این فصل به بررسی استریلیزاسیون با بخار (یا گرمای مرطوب) می پردازد. استریلیزاسیون با بخار شامل استفاده از بخار تحت فشار است که در دمای خاص برای زمان مناسب به منظور دستیابی به کشندگی مورد نیاز تحویل داده می شود.این معمولا با استفاده از اتوکلاو به دست می آید. مکانیسمی که توسط آن استریلیزاسیون با بخار میکروارگانیسم ها را از بین می برد مورد بررسی قرار می گیرد. این فصل به تشریح اتوکلاوها و نحوه عملکرد آنها می پردازد و توجه ویژه ای به پارامترهای زمان، دما و حذف هوا دارد. تمرکز بر اعتبار سنجی چرخه های اتوکلاو در رابطه با نظارت دماسنجی و استفاده از شاخص های بیولوژیکی است و به دلایل شکست چرخه اشاره می کند. این با پارامترهای لازم برای ارزیابی عملکرد
استریلیزاسیون گازی، متمایز از استریلیزاسیون با بخار، یک روش رایج برای استریل کردن وسایل پزشکی است. توانایی تغییر پارامترهای مختلف فرآیند به روشهای استریلیزاسیون گاز اجازه میدهد تا برای انواع مختلف دستگاهها تطبیق داده شوند، که مزیتهایی را نسبت به روشهای استریلسازی با بخار و تشعشع دارد. متداول ترین روش استریلیزاسیون گاز اتیلن اکسید (EO) است. این فصل کاربرد EO را تشریح میکند، روشی را توضیح میدهد که میکروارگانیسمها را از بین میبرد، و جنبههای مهم مورد نیاز برای توسعه، اعتبارسنجی و اجرای چرخههای عقیمسازی را بررسی میکند. همچنین به دو نوع دیگر عقیم سازی گازی، ازن و دی اکسید کلر می پردازد.گاز. در مورد ازن، تاکید بر کاربرد اصلی در صنعت داروسازی است که ضدعفونی کردن سیستمهای آب درجه دارویی است. گاز دی اکسید کلر یک فناوری توسعه نیافته است و توضیحات در این فصل، در حالی که نکات مربوطه را در بر می گیرد، نسبتا مختصر است.
دستورالعمل های عمومی اتوکلاو بخار سلامت صنعت بوعلی
هر اتوکلاو و استریل کننده باید به طور منظم بازرسی و سرویس شود. این به اطمینان از عملکرد صحیح تجهیزات کمک می کند.
هر واحد باید دارای یک روش عملیاتی استاندارد باشد که با جزئیات کافی نوشته شده باشد تا اطمینان حاصل شود که اپراتورها از تجهیزات به درستی استفاده خواهند کرد. کنترلها بین برندها متفاوت است و هر کدام دارای ویژگیهای بارگیری منحصربهفرد، الزامات اندازه بار، و تنظیم چرخه و انواع هستند. محققین اصلی و/یا مدیران آزمایشگاه باید اطمینان حاصل کنند که کاربران به درستی در مورد اتوکلاو بخار در حال استفاده آموزش دیده اند.
واحدها باید به طور منظم با یک آماده سازی تجاری حاوی اسپورهای Geobacillus stearothermophilus (شاخص بیولوژیکی)، به ویژه هر واحد در یک مرکز BSL3 آزمایش شوند.
در هر بار اتوکلاو باید از نشانگرهای نواری (نوار اتوکلاو) با نشانگرهای حساس به حرارت و شیمیایی استفاده شود. توجه: نشانگرها فقط تأیید می کنند که اتوکلاو به دمای عملیاتی عادی رسیده است. آنها نشان نمی دهند که محتویات برای مدت زمان مناسب یا با فشار مناسب گرم شده اند. بنابراین، نشانگرهای نواری نمی توانند برای اثبات کشته شدن موجودات زنده در حین اجرای اتوکلاو استفاده شوند.
سوابق دقیقی را در مورد آزمایشات بیولوژیکی، ثبت دماسنج ها و کارهای خدماتی انجام شده در واحد نگهداری کنید.
ضایعات با چگالی بالا یا موادی که عوامل را در برابر گرما و نفوذ بخار عایق می کنند برای استریل کردن بخار مناسب نیستند. اقلامی که با کثیفی یا فیلم پوشانده شده اند نیاز به زمان نگهداری بیشتری دارند. اهمیت تمیز کردن صحیح اقلامی که باید استریل شوند را نمی توان بیش از حد مورد تاکید قرار داد.
تمام زبالههای عفونی اتوکلاو بخار شده را برای دفع در کیسههای قرمز رنگی قرار دهید.
یک ویدیوی آموزشی آنلاین توسط دانشگاه ایالتی آریزونا ایجاد شده است که اطلاعات ایمنی، نمونههایی از زبالههایی که باید اتوکلاو شوند و روشهایی برای آزمایش اسپور ارائه میدهد که ممکن است برای هر کاربری مفید باشد. این ویدیو در آدرس زیر موجود است: www.ssboali.com
زبالههای اتوکلاو شده میتوانند باعث ایجاد بو شوند، استفاده از بویدهندههای اتوکلاو ممکن است در صورت وجود مشکل کلی در منطقه کمک کند.


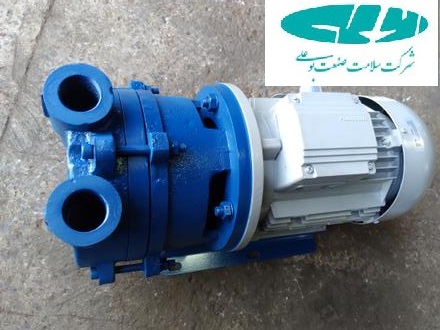

_692769.jpg)
_459178.jpg)
.JPG_690942.jpg)






_128668.jpg)






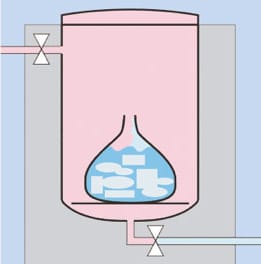
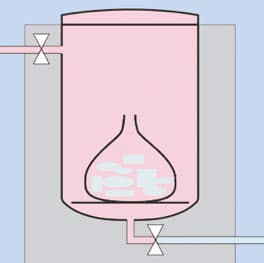





.jpg)


_814803.jpg)
_414783.jpg)
_605868.jpg)
 سلونوئید ولو چیست ؟
سلونوئید ولو چیست ؟
 اجزای شیر برقی چیست ؟
اجزای شیر برقی چیست ؟ نحوه کار شیر برقی چگونه است ؟
نحوه کار شیر برقی چگونه است ؟
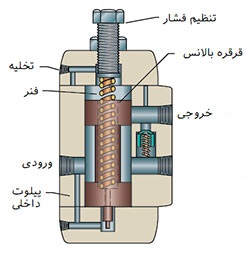


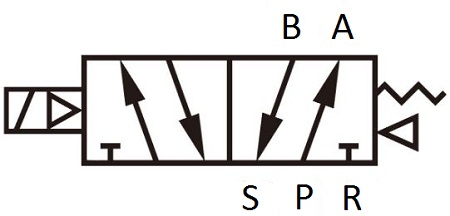
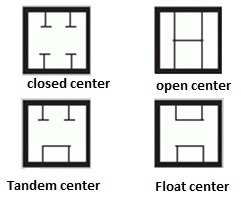
.jpg)


_674266.jpg)

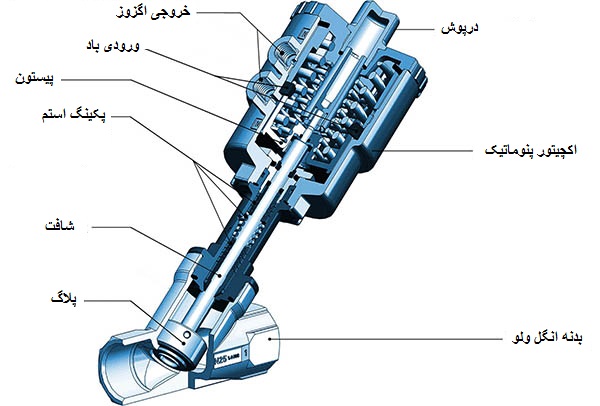




.jpg)

.jpg)
.jpg)
.jpg)

_40384.jpg)

.jpg)
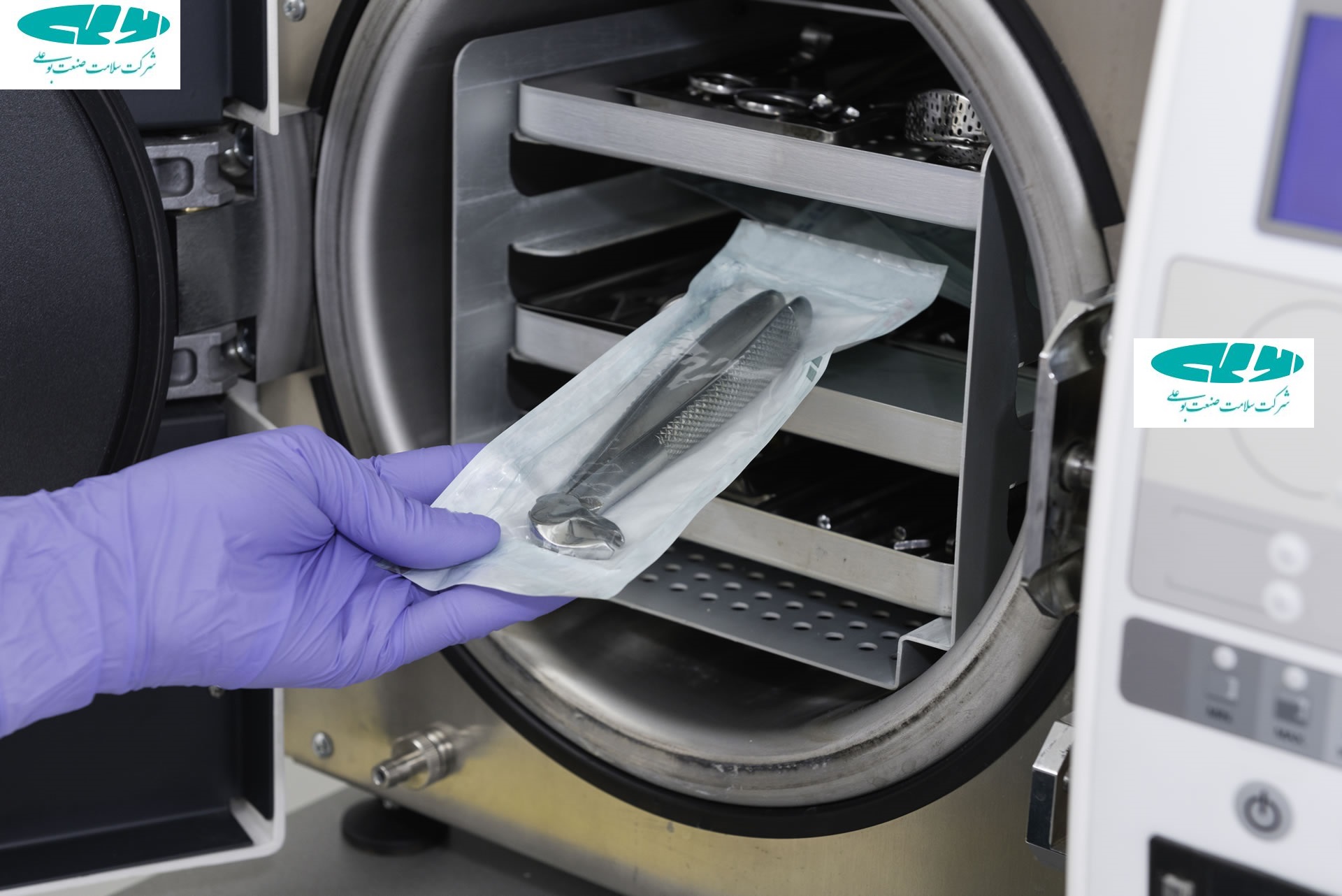
.jpg)
.jpg)
.jpg)

.jpg)

.jpg)

 بوعلی
بوعلی روش های استریل کردن
روش های استریل کردن _584100.jpg "قبل از خرید اتوکلاو چه نکاتی را باید در نظر گرفت ؟") قبل از خرید اتوکلاو چه نکاتی را باید در نظر گرفت ؟
قبل از خرید اتوکلاو چه نکاتی را باید در نظر گرفت ؟